 2015-05-05
2015-05-05 2138
2138Вакуумно-пленочная формовка изобретена в 1971 году фирмой Акита Ко. лтд. совместно с префектурным техническим институтом Нагано (Япония). В основу этого способа формовки положена технология изготовления металлической формы.
Технология состояла в изготовлении формы из металлической дроби с применением жидкого стекла. При этом возникла идея использования синтетической пленки вместо окраски формы с удержанием формы вакуумным отсосом с задней стороны. В конечном итоге, эта технология не получила широкого промышленного применения, но ее идея была воплощена при разработке; вакуумно-пленочного способа формовки.
Основной патент вакуумно-пленочного способа формовки действовал до 1990г.
Фирма Синто Когио с момента изобретения вакуумно-пленочной формовки оказывает фирме Акита содействие в теоретическом исследовании и разработке технологии и оборудования для вакуумно-пленочной формовки. Было изготовлено и поставлено вакуумно-пленочных комплексов для производства отливок из сплавов до 1981 гола:
| Япония | США | Европа | Всего | |
| Чугунная отливка | ||||
| Стальная отливка | ||||
| Отливка из Ал-сплавов | ||||
| Отливка из медных сплавов | - | |||
| Всего: |
В начале этот процесс в основном внедрялся в производство отливок интерьера и экстерьера из алюминиевых сплавов, затем в производство отливок из серого чугуна и чугуна с шаровидным графитом. В последнее время наблюдается тенденция к внедрению его в производство стальных отливок. На мировом рынке, в США многие фирмы внедряют этот способ формовки в производство стальных отливок, а в Европе -в производство чугунных.
В 1973 году впервые выпущена промышленная установка с рабочим циклом 8 мин/форма для получения алюминиевых ворот и изгородей по вакуумно-пленочному способу и уже в 1974 году разработана автоматическая линия изготовления купальных
ванн с рабочим циклом 2 мин/форма (см. фото).
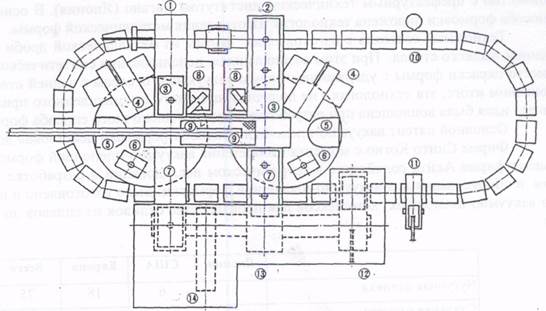
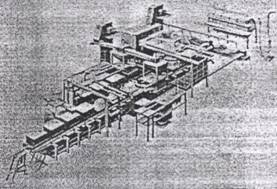 По мере повышения требования к автоматизации производства и к увеличению производительности в 1977 году разработана автоматическая линия крупных отливок с рабочим циклом 77 сек/форма. В 1978 году разработана автоматическая линия изготовления купальных ванн с рабочим циклом 60 сек/форма. На фото справа и на рис. 1 показана общая компоновка этой линии. В этих линиях полностью автоматизирован технологический процесс от формовки литниковой системы до удаления выгарок
По мере повышения требования к автоматизации производства и к увеличению производительности в 1977 году разработана автоматическая линия крупных отливок с рабочим циклом 77 сек/форма. В 1978 году разработана автоматическая линия изготовления купальных ванн с рабочим циклом 60 сек/форма. На фото справа и на рис. 1 показана общая компоновка этой линии. В этих линиях полностью автоматизирован технологический процесс от формовки литниковой системы до удаления выгарок
пленки после выбивки, выгрузки отливок и их дробеструйной обработки. В настоящее
время наиболее производительной линией среди работающих является автоматическая линия изготовления уличных смотровых колодцев с рабочим циклом 35 сек/форма. В конструкции этой автоматической линии был принят ряд новых технических решений.
|
Рис. 1 Линия изготовления купальных ванн с рабочим циклом 60 сек/форма.
1-кантовка опоки, 2-сборка формы, 3 - извлечение модели, 4 - формовка, 5 -окраска, 6 -сушка, 7 - установка опоки, 8 - накладка пленки, 9 - заполнение формовочной смесью, 10 - заливка, 11 - сепарация металлических частиц, 12 - выбивка, 13 - удаление верхней опоки, 14 - выгрузка изделия.
В 1975 году для изготовления противовеса автопогрузчика впервые запущена линия с рабочим циклом 15 мин/форма. Способ вакуумно-пленочной формовки позволил получить высокую чистоту поверхности отливки, упростил отделочную обработку, обеспечил снижение трудоемкости последующей обработки.
1 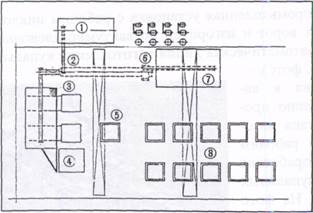 - пылеуловитель
- пылеуловитель
2 - охладительное устройство формо-
вочной смеси
3 - передвижной встряхивающий стол
4 - нагревательное устройство пленки
5 - сборка формы с вставкой стержня
6 - вибрационная решетка
7 - выбивка
8 - заливка
Рис. 2 Производственная линия изготовления противовеса с рабочим циклом 15 мин/форма
С 1976 года началось внедрение вакуумно-пленочной формовки в производст-
во фасонных труб.
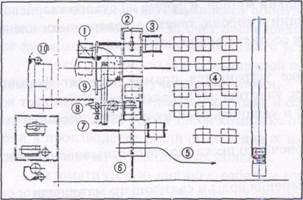 1 - формирование пленки
1 - формирование пленки
2 - сборка формы
3 - сборка стержня
4 - заливка
5 - выгрузка отливок
6 - выбивка
7 - охладительное устройство формо-
вочной смеси
8 - вибрационная решетка
9 - поворотная карусель
10 - пылеуловитель
Рис 3. Производственная линия изготовления фасонных труб с рабочим циклом 10 мин/форма
В настоящее время ф. Синто-Когио выпускает различное оборудование вакуум-но-пленочной формовки:
по производительности - от автоматической линии с рабочим циклом 35 сек/форма до универсального оборудования с циклом 20 мин/форма.
по площади опоки - от мелких 3,16 м2 (350 х 450 мм) до крупных 8 м2 (8000 х 1000мм).
Планируется выпуск оборудования с рабочей площадью опок 36 м2(12000 х 3000 мм)
4.1.2. Примеры отливок, изготавливаемых вакуумно-пленочной формовкой в Япо
нии: - эмалированные купальные ванны (80% выпускаются по способу вакуумно-
пленочной формовки);
- противовесы для автопогрузчика (70%);
- рояльные рамы (около 90%);
- изгородь, ворота и прочие строительные детали (80%);
- фасонные трубы, фитинги;
- уличные смотровые колодцы и решетки сточных вод;
- арматура;
- разные металлические формы;
- изделия из медных сплавов (фитинги и арматура водопровода, крыльчатки);
- изделия из алюминиевых сплавов (для опытного производства, для перехода
на литье под давлением);
- разные стальные изделия.
Если данная деталь может накрываться пленкой и по размерам входить в опоки, то она производится по вакуумно-пленочному способу формовки.
4.1.3. Преимущества вакуумно-пленочной формовки:
1) Чистая поверхность отливки Rz 40.
Применяемый песок: 1К10202 или 1К102016 по ГОСТ 2138-91. Применение мелкозернистого песка способствует повышению чистоты поверхности литья.
2) Высокая геометрическая точность (4 - 10 кл. точности по ГОСТ 26645-85).
Соответствует точности отливок, получаемых в формах из ХТС. Твердость формы не
менее 95 ед.
Вакуумно-пленочный способ формовки дает возможность получения отливки точно по модели. Уменьшаются припуски на механообработку на 50%, соответственно снижается трудоемкость последующей механической обработки.
3) снижаются обрубно-очистные работы более чем на 50%;
4) хорошая жидкотекучестъ. Жидкий металл в форме из сухого кварцевого песка дольше находится в текучем состоянии и хорошо течет по поверхности пленки, что
позволяет уменьшить толщину стенки и соответственно массу отливки.
В вакуумно-пленочной формовке устраняется прямой контакт формовочной смеси с моделью и исключается процесс уплотнения встряхиванием, что дает возможность использовать деревянные модели и удлинить срок их службы. Формовочные уклоны могут быть менее 0,5 °.
Повторное использование формовочного песка (после обеспыливания) составляет 99,95 %.
Отсутствие необходимости применения воды и связующего материала
Не требуется смесеприготовительный процесс и соответственно комплекс смесеприготовительного оборудования. По сравнению с сырой песчано-глинистой формовкой соотношение потребных монтажной площади, электроэнергии и затрат на оборудование составляет в пределах 1/2, 1/2 и 2/3 соответственно.








