 2015-04-20
2015-04-20 1053
1053Скобы изготовляются из горячекатанных прутков стали марки IX 18Н9Т или IХ 18Н10Т. Предназначены для работы в агрессивных средах. Марки и качество металла должны быть подтверждены сертификатом завода-поставщика металла.
Размеры и г/п, а также минимальный допустимый диаметр скоб устанавливается по нормали на основании расчета на совместное усилие растяжения и изгиба.
Изготовлениескоб производится после нагрева мест подлежащих изгибу, до температуры 800-9000С с последующей термообработкой для снятия напряжения по всему сечению.
После изготовления скобы подвергаются техническому освидетельствованию, в процессе которого проверяется отсутствие трещин, волосовин, местных деформаций прутка,искажающих его форму, шлаковых включений в металле и т.д.
Изготовленная скоба испытывается грузом на 20% превышающим ее г/п в течении 10 мин. После освидетельствования скобы регистрируется в журнале осмотра г/з приспособлений.
Годная для эксплуатации скоба должна иметь место маркировки, не контактирующее с другими г/з органами крана при их эксплуатации, на котором выбивается:
· номер скобы;
· ее г/п;
· дата испытания.
В процессе эксплуатации скобы должны осматриваться:
· перед использованием их для транспортировки и травления труб стропальщиками и травильщиками;
· 1 раз в 10 дней лицом, ответственным за безопасное производство работ по перемещению грузов кранами с отметкой в журнале осмотра г/з приспособлений.
Скоба должна быть забракована, если:
1. на ее поверхности появились трещины;
2. местный растрав превышает пределы, полученные расчетом для данной г/п;
3. в результате длительной эксплуатации скоба деформировалась;
4. диаметр скобы, в следствии растрава, уменьшилась с 40-38 до 26мм.
Забракованные скобы должны быть немедленно убраны с рабочего места, порезаны и сданы в металлолом.
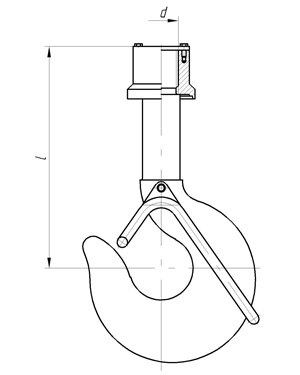
Крюк
Крюк универсальное захватное устройство, которое широко применяют для навески наних г/з приспособлений и в качестве самостоятельного г/з устройства.
По способу изготовления различают крюки кованные или штампованные и пластинчатые. Литые крюки га г/п машинах не применяют вследствие дефектов, которые возникают в отливках и снижают их прочность.
По форме крюки разделяют на одно- и двухрогие. Однорогиекрюки могут быть нормальной и укороченной длины. Укороченные крюки применяют тогда, когда блочная подвеска с крюками нормальной длины не позволяет поднимать груз на большую высоту.
На кранах большой г/п применяют пластинчатые крюки. Отдельные пластины таких крюков соединяют заклепками.

 |  |
I – концентрация напряжений,трещин;
 II – разбигается деформация кривого бруса, внутренние волокна растягиваются, наружные сжимаются;
II – разбигается деформация кривого бруса, внутренние волокна растягиваются, наружные сжимаются;




 III – сечение уменьшается по высоте.
III – сечение уменьшается по высоте.
 |
На каждом крюке должно быть клеймо, на котором выбито:
1. номер крюка по ГОСТу;
2. наименование завода-изготовителя;
3. г/п;
4. дата изготовления.
Крюк должен подвергаться испытанию на прочность грузом превышающим г/п крана на 25% в течение 10 минут.
На крюке имеется 3опасных сечения. Сечение III-III – зев крюка – износ, испытание.
Допустимый износ зева крюка не должен превышать 10% от первоначальной высоты сечения зева. Осмотр производится ежесменно стропальщиком или крановщиком и 1раз в месяц ответственным лицом.








