 2015-04-23
2015-04-23 3535
3535Схема сборки отражает степень дифференциации работ. Возможности дифференциации определяются степенью и характером членения конструкции. Целесообразность дифференциации устанавливается в каждом конкретном случае на основе технико-экономических расчетов с учетом трудоемкости и цикла сборки, сроков и затрат на оснащение производства. Основой выбор рациональной схемы сборки является обычно сопоставление различных вариантов по величине технологической себестоимости:
Ст = А + Б / N,
где Ст — технологическая себестоимость (частичная себестоимость, обусловленная существенным различием сравниваемых технологических процессов); А - текущие затраты на одно (каждое) изделие; Б — единовременные затраты на постановку (запуск) производства; N — программа выпуска.
Порядок расчетов 
1) Определение текущих затрат:
A = M + З = f(T),
где М — затраты на материалы (М = const); З — заработная плата (З = f (Т)) Т — трудоемкость сборки.
Расчет трудоемкости Т требует подробной разработки технологических процессов и их нормирования, что длительно и трудоемко. На этапе выбора рациональной схемы сборки рекомендуется статистическое определение трудоемкости (рис. 1.3):

где  - удельная трудоемкость;
- удельная трудоемкость;  — масса конструкции.
— масса конструкции.
В табл. 1.1 приведены осредненные статистические данные для метода сборки авиационных конструкций. В общем случае значения зависят не только от
метода сборки, но и от массы конструкции, ее сложности и т. д.
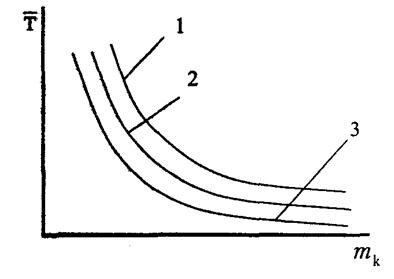
Рис. 1.3. Зависимость удельной трудоемкости от метода сборки и массы конструкции:
1 - сборка по БЭСП; 2 — сборка по КФО (0,8-0,9 от БЭСП);
3 - сборка по СО (0,7-0,8 от БЭСП)
Таблица1.1. Удельная трудоемкость сборки клепаных конструкций
| № п/п | Объект сборки- | (чел.час/кг) |
| Лонжероны балки | 0,9- 1,1 | |
| Нервюры шпангоуты | 1,7-2,0 | |
| З | Панели одинарной кривизны | 0,8-1,0 |
| Панели двойной кривизны | 2,2-27 | |
| Отсеки фюзеляжа | 0,25-0,30 | |
| Отсеки крыла, оперения | 0,8-1,0 |
2) Определение единовременных затрат:
Б = О + П + И = f(П),
где О - затраты на оборудование (≈const ); П - затраты на сборочные приспособления; И - затраты на инструмент (≈const ).
Основными единовременными затратами являются затраты на сборочные приспособления (СП). Могут быть определены ориентировочно на основе статистических данных:

где  — удельная стоимость сборочных приспособлений (табл. 1.2); -масса конструкции.
— удельная стоимость сборочных приспособлений (табл. 1.2); -масса конструкции.
Таблица 1.2. Удельная стоимость сборочных приспособлений (СП)
| №п/п | Объект с6орки | Метод сборки |  (дол./кг) (дол./кг) |
| Узлы, панели | по СО | 3-5 (100-150%) | |
| Узлы, панели | по КФО | 5-8 (150-300%) | |
| Узлы, панели | по БЭСП | 10-35 (300-1000%) | |
| Секции, отсеки, агрегат | по КФО | 8-12 (300-400%) | |
| Секции, отсеки, агрегат | по БЭСП | 18-25 (600-800%) |
3) Определение критической программы (объема) выпуска. Выбор рационального варианта.
Производится графоаналитическим способом на основе кривых зависимостей годовой технологической себестоимости от программы выпуска (см. рис. 1.4):
 (уравнение прямой).
(уравнение прямой).
Вариант 1. Малая степень дифференциации сборочных работ. Малое количество сборочных приспособлений. Малые затраты на оснащение производства (Б1 <Б2). Работы идут узким фронтом. Низкий уровень механизации работ. Большие текущие затраты (А1>А2). Прямая круто поднимается вверх.
Вариант 2. Большая степень дифференциации. Больше сборочных единиц. Много приспособлений. Большие затраты на оснащение производства (Б2>Б1). Улучшены условия доступа к месту выполнения работ. Шире возможности механизации. Выше производительность труда. Меньше трудоемкость сборки. Меньше текущие затраты (А1>А2).
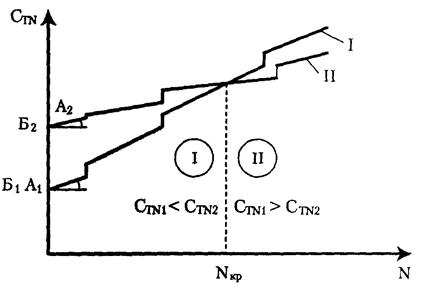
Рис. 1.4. Зависимость годовой технологической себестоимости от программы выпуска
Точка пересечения кривых - критическая программа Nкр. области N < Nкр выгоднее вариант 1; в области N > Nкр выгоднее вариант 2.
Степень дифференциации сборочных работ возрастает с увеличением программы выпуска.
В опытном производстве сборку ведут по слабо дифференцированной схеме. Агрегаты собирают непосредственно из деталей и ограниченного количества основных узлов. Сборка идет узким фронтом. Работы ручные и машинно-ручные. Трудоемкость и цикл сборки6оль но требуется малое количество сборочных приспособлений и, следовательно, меньше затраты на оснащение производства.
В серийном производстве (с увеличением программы выпуска) степень дифференциации сборочных работ возрастает. Затраты на оснащение производства Б переносятся на большее количество выпускаемых изделий.
1.2. Базирование элементов при сборке
1.2.1. Сборочные базы и способы базирования
Сборочная база - совокупность поверхностей, линий и точек базовых элементов конструкции либо сборочного приспособления, относительно которых определяется положение базируемых элементов при сборке. В зависимости от характера сборочных баз различают 3 способа базирования:
1) Базирование по месту. Детали устанавливают относительно друг друга по конструктивным поверхностям и точкам. Кроме конструктивных, на базовых и базируемых элементах не создают и не используют никаких дополнительных контуров.
2) Базирование по отверстиям. Детали устанавливают относительно друг друга по взаимоувязанным в базовых и базируемых элементах отверстиям. Увязку отверстий производят по шаблонам, кондукторам ИЛИ С ПОМОЩЬЮ координатных стендов и станков.
3) Базирование по разметке. Детали устанавливают относительно друг друга по специально размечаемым на них поверхностях контурам разметки. Разметку производят по чертежам, шаблонам либо фотоконтактным способом.
Каждый из способов базирования может быть реализован при использовании в качестве базового элемента конструкции либо элемента сборочного приспособления. Фактически таким образом возможны 6 вариантов базирования (см. рис. 1.5). На рисунке показаны возможные варианты базирования на примере сборки балки с сечением, характерным для различных элементов конструкции (шпангоутов нервюр, лонжеронов).
В вариантах рис. 1.5 а, б, в сборочные базы А, Б (конструктивный контур, контур отверстия, контур разметки) несет базовый элемент конструкции - стенка. В вариантах рис. 1.5, г, д, е сборочные базы для установки поясов А, Б несут базовые элементы приспособления. Стенка при базировании поясов не используется, обеспечивает силовую взаимосвязь деталей.
Установка деталей в положение сборки производится в трехмерном пространстве. Необходимо обеспечить определенность базирования каждой детали по каждой из трех осей координат.
Принимаемые способы базирования отражаются на специальных чертежах -
схемах базирования. Различным способам базирования присваивают при этом соответствующие индексы. В следствии отсутствия в технической литературе установившейся индексации рекомендуется приведенная на рис. 1.5.
В зависимости от способов базирования, определяющих образование функциональных
контуров изделия различают три основных метода сборки:
• сборка по БЭСП (вар. 4);
• сборка по СО (вар. 2);
• сборка по КФО (вар. 5).
Основное требование к базированию деталей при сборке - обеспечение заданной точности сборных контуров изделия.
Решение вопросов точности ведется на основе анализа сборочных размерных цепей. Размерная цепь - замкнутая система размеров, координирующих взаимное расположение поверхностей, линий и точек элементов конструкции. Отдельные размеры, входящие в цепь, называются звеньями. Одно из звеньев, обычно определяющее рассматриваемый функциональный контур изделия является замыкающим. Остальные звенья - составляющие.
Цепь, составленная с учетом процесса сборки, называется сборочной. Сборочная размерная цепь отражает процесс образования сборного контура. При рассмотрении вариантов базирования (рис. 1.5) сборочные размерные цепи были представлены графическим способом. Каждому варианту соответствовала своя размерная цепь. Конструкторская размерная цепь - одна, сборочных шесть.
Возможна аналитическая запись размерных цепей. В общем случае из условия замкнутости уравнение сборочной размерной цепи записывается в виде

где L — замыкающее звено;  — составляющие звенья, характеризующие элементы, участвующие в образовании сборного контура (элементы конструкции или приспособления);
— составляющие звенья, характеризующие элементы, участвующие в образовании сборного контура (элементы конструкции или приспособления);  — составляющие звенья, номинально равные нулю, характеризующие сопряжение (сборку) элементов сборного контура.
— составляющие звенья, номинально равные нулю, характеризующие сопряжение (сборку) элементов сборного контура.
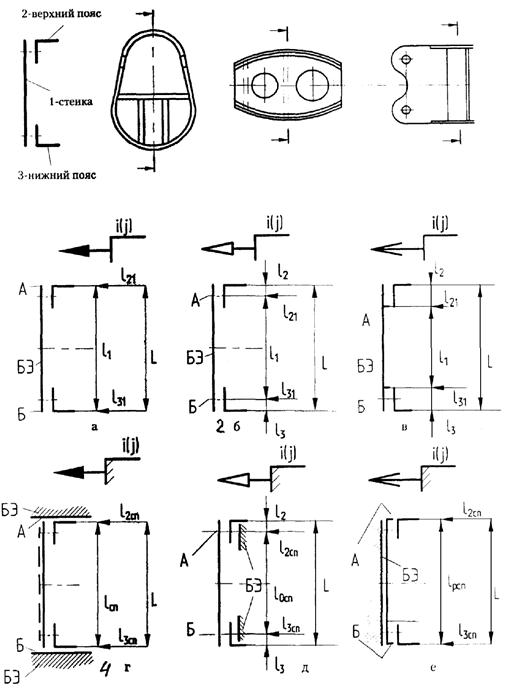
Рис.1.5. Варианты базированияэлементов при сборке
Структура погрешности сборного контура
В соответствии с уравнением сборочной размерной цепи записывается уравнение погрешностей сборного контура:
где  — погрешность замыкающего звена;
— погрешность замыкающего звена;  — погрешности базовых и базируемых элементов контура;
— погрешности базовых и базируемых элементов контура;  — погрешности сборки контура.
— погрешности сборки контура.
Погрешности элементов сборного контура о могут быть определены расчетным путем на базе схемы увязки контрольно-эталонной и технологической оснастки. Схема увязки отражает фактически процесс реализации соответствующих контуров — переноса размеров с первоисточника на изделие. Первоисточником при плазово-эталонно-шаблонном методе производства является теоретический плаз. Первоисточником при координатно-вычислительном методе является математическая модель изделия.
Погрешность отдельных элементов определяется количеством в точностью этапов переноса размеров:

где  — точность переноса размера на этапе «k»; n — количество этапов переноса
— точность переноса размера на этапе «k»; n — количество этапов переноса
размеров.
Каждый из этапов производства характеризуется определенной экономически целесообразной точностью – точностью, достигаемой на данном уровне производства при минимальных затратах труда, средств и времени. Значения производственных погрешностей приводятся в статистических таблицах. Увеличение точности требует более сложного оборудования, дорогого оснащения, более квалифицированных исполнителей и пр., что ухудшает экономические показатели производства.
Погрешности сборки обусловлены погрешностями установки, фиксации и соединения элементов сборного контура:
Погрешности установки  определяются принятым способом базирования, характером сборочных баз и жесткостью элементов конструкции. Под жесткостью понимают свойство элементов сохранять неизменными геометрические параметры (форму и размеры) под действием возмущающих нагрузок. Жесткими считают элементы. прогиб которых меньше допустимого f < [ f ]. Абсолютной жесткости не существует.
определяются принятым способом базирования, характером сборочных баз и жесткостью элементов конструкции. Под жесткостью понимают свойство элементов сохранять неизменными геометрические параметры (форму и размеры) под действием возмущающих нагрузок. Жесткими считают элементы. прогиб которых меньше допустимого f < [ f ]. Абсолютной жесткости не существует.
Погрешности фиксации ωф определяются принятыми способами и средствами фиксации. При фиксации прижимными устройствами необходимо обеспечить плотное прилегание базируемых элементов к базовым. Плотность прилегания зависит от усилия прижима. Обычно усилие прижима Р ф = 20-50 кг. Плотность прилегания при сборке проверяют в соответствии с производственными инструкциями. При фиксации через отверстия (контрольными заклепками, болтами, штырями) погрешность фиксации зависит от разности диаметров отверстия и фиксатора.
Погрешности соединения ωс обусловлены:
1) деформациями конструкции из-за упругого пружинения после освобождения изделия от установочных связей. Уменьшение этих деформаций требует повышения точности изготовления входящих деталей.
2) деформациями конструкции под действием напряжений, возникающих в результате выполнения соединений - клепки, сварки и пр. Зависят от жесткости деталей, вида и конструктивного выполнения соединений, способов их выполнения. Особенно заметны при сварке. Имеют место при клепке, постановке болтов, склеивании.
Определение погрешностей сборки ωij расчетным путем не представляется возможным.
При проектных расчетах погрешность сборных контуров определяется с использованием статистических данных в зависимости от принятых методов сборки. Расчеты ведут по формуле

Значения K принимают равными:
KБЭСП = 2,5-3,0; ККФО = 2,0-2,5; КСО = 1,5-2,0.
Порядок расчета производственных погрешностей сборки следующий.
1) Разработка схемы базирования. Производится на основе конструктивно- силовой схемы либо технологического чертежа объекта сборки. Соответствующими индексами указывают способы базирования элементов конструкции по различным осям координат.
2) Составление на основе схемы базирования уравнения сборочной размерной цепи и уравнения погрешностей сборного контура. Сборочная размерная цепь должна отражать процесс образования сборного контура.
З) Разработка схемы погрешностей на основе уравнения погрешностей и схемы увязки контрольно-эталонной и технологической оснастки. Представляется в виде блок-схемы переноса размеров с первоисточника на изделие.
4) Определение величин погрешностей отдельных этапов переноса размеров по данным статистики. Величины погрешностей рекомендуется указывать на соответствующих ребрах расчетной схемы.
5) Решение уравнений погрешностей осуществляют методом «максимума-минимума» (расчетом на max-min) либо теоретико-вероятностным методом. Расчет на max-min производят при сравнении различных вариантов сборки:
Расчет теоретико-вероятностным методом производят при определении реальных погрешностей сборных контуров.
При проведении расчетов теоретико-вероятностным методом определяют:
- координату середины поля погрешностей
 (А i = 1;αi = 0; K i = 1);
(А i = 1;αi = 0; K i = 1);
- среднеквадратичное отклонение
- предельные верхнее (ВО) нижнее (НО) отклонения
В приведенных формулах  - координата середины поля допуска составляющего звена;
- координата середины поля допуска составляющего звена;  - половина поля допуска составляющего
- половина поля допуска составляющего
звена; А i – коэффициент передачи, отражающий влияние входящих звеньев на замыкающее. Для линейных цепей А i =1; αi, K i - параметры кривой распределения, приводятся в статистических таблицах; n - количество этапов переноса
размеров.
6) Оценка результатов расчетов. Найденные значения ВО и НО корректируют с учетом метода сборки. Полученные значения сравнивают с заданными в ТУ на сборку изделия.
При выходе за пределы допустимого необходимо изменить схему базирования либо схему увязки оснастки. В случае обеспечения требуемой точности при различных схемах базирования выбор рационального варианта производят на основе технико-экономических расчетов.

