 2015-04-30
2015-04-30 2000
2000Силовой стол состоит из подвижной плиты, называемой столом, неподвижных салазок и привода. На столе устанавливают инструментальную бабку или приспособление с обрабатываемой заготовкой. Цикл работы стола включает быстрый подвод, одну или две рабочие подачи, выдержку на жестком упоре (при необходимости), быстрый отвод. Циклом работы управляют переставные упоры и бесконтактные путевые переключатели. Силовой стол может быть установлен на станке в горизонтальном, вертикальном и наклонном положениях. При вертикальной и наклонной установках подвижная часть стола вместе с инструментальной бабкой и инструментальной наладкой уравновешивается противовесом.
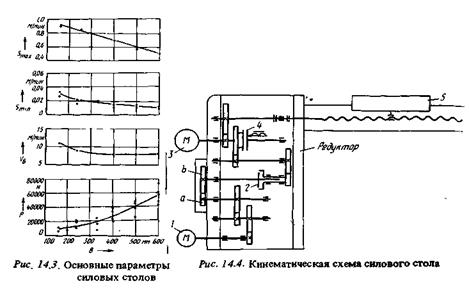
Основным параметром силовых столов является ширина салазок В. С ней связаны максимальное усилие подачи Р, допускаемое приводом, скорость быстрых движений v б, скорости рабочей подачи Smin и Smax (рис. 143)
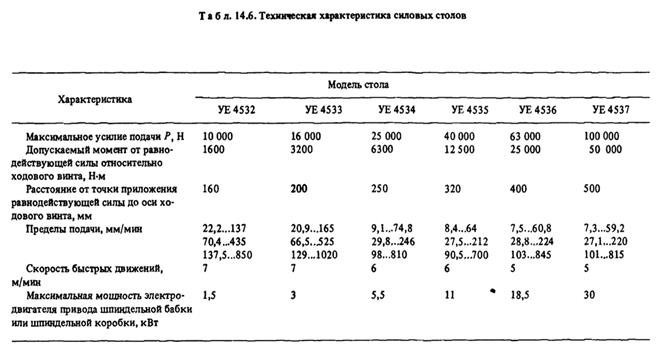
Основные размеры силовых столов стандартизованы (табл. 14.5). Технические характеристики столов серии УЕ приведены в табл. 14 £. Силовые столы оснащают электромеханическими или гидравлическими приводами. Электромеханический привод создают на базе асинхронного двигателя и редуктора, обеспечивающего рабочую подачу и быстрые движения, или высокомоментного двигателя постоянного тока с бесступенчатым регулированием частоты вращения. В состав редуктора могут входить зубчатые передачи, переключаемые электромагнитными муфтами, ременные передачи, механический вариатор.
В качестве тягового механизма в электромеханическом приводе применяют винтовую передачу скольжения или качения. Передача качения имеет высокую долговечность и обеспечивает стабильность подачи, а значит, и повышенную стойкость режущих инструментов. В гидравлических силовых столах тяговым механизмом служит гидроцилиндр.
Силовые столы имеют чугунные направляющие скольжения, выполненные за одно с салазками или в виде стальных закаленных накладных планок, прикрепленных к салазкам. Направляющие могут быть трех исполнений: две плоские, одна плоская и одна треугольная, две треугольные. Направляющими двух последних типов снабжают столы повышенной точности. Смазывание направляющих производится от централизованной смазочной системы с помощью питателей. Передняя часть направляющих закрывается телескопическим кожухом или защищается скребками. Задняя часть закрывается телескопическим кожухом.
В качестве примера рассмотрим электромеханический силовой стол (рис. 14.4). Быстрые движения столу 5 сообщает асинхронный электродвигатель 3 в то время, когда электромагнитная муфта 4 выключена. Рабочую подачу стол получает от асинхронного электродвигателя 1 через ряд зубчатых передач, в том числе пару сменных колес а и b/
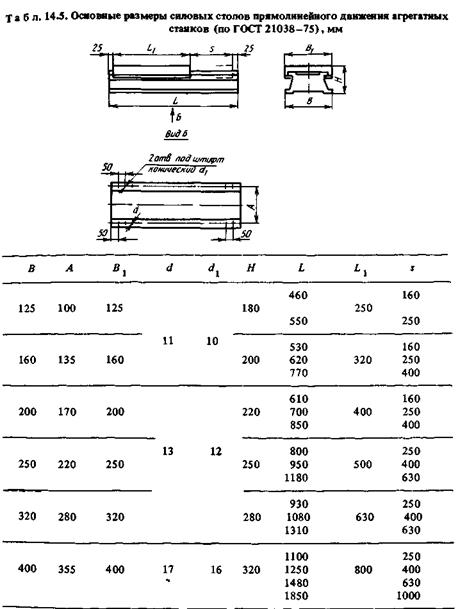
Примечания: 1. Таблица распространяется на силовые столы прямолинейного Движения с механическими или гидравлическими приводами.
2.Допускается изготовление силовых столов с большими или меньшими, чем указано в таблице, ходами s по ряду Ra 10 ГОСТ 6636-69. При этом L = L 1 + s + 50 мм.
3.Номинальные расстояния между осями первого и всех последующих отверстий d под крепежные винты должны быть кратны 50.
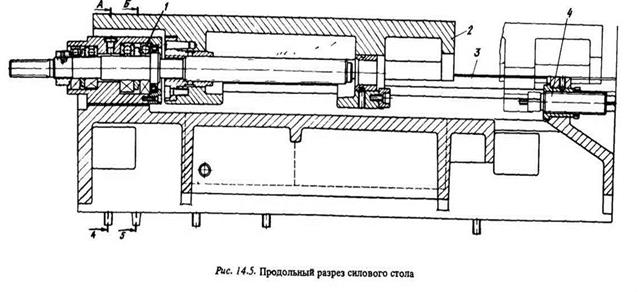
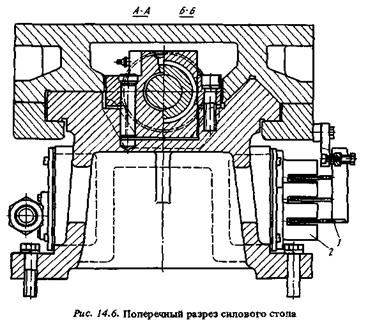
Максимальное усилие подачи настраивается фрикционной муфтой 2, которая предохраняет привод от перегрузки и позволяет производить обработку на жестком упоре. При применении в приводе двухскоростного двигателя в цикле могут быть две рабочие подачи. Элементы конструкции силового стола приведены на рис. 14.5 и 14.6. По направляющим литой чугунной плиты 3 перемещается стол 2. Повышенная точность узла обеспечивается благодаря тому, что одна из направляющих треугольная. В приводе использована винтовая передача скольжения. Осевое усилие воспринимается упорным шариковым подшипником 1. Предусмотрена работа стола на жестком упоре 4. Управление циклом работы стола осуществляется- бесконтактными путевыми переключателями 2 (рис, 14.6),установленными на направляющей плите, и упорами 1 в виде пластин, закрепленных на столе.

