 2015-05-13
2015-05-13 2266
2266Монтаж крупногабаритных сборочных приспособлений, а также разделочных и нивелировочных стендов при помощи оптических высокоточных приборов производится по специально разработанной методикой *.
Основным элементом при этой системе монтажа является линия визирования, представленная в виде светового луча, по которому, как по базовой оси, устанавливают в требуемое положение технологическую оснастку. Положение линии визирования определяется положением зрительной трубы и базового целевого знака. Элементы технологической оснастки устанавливаются относительно линии визирования по *вмонтированным или установленным на поверхности оснастки целевым знакам.
К сожалению возможности рассмотренных выше оптических приборов в виде нивелира и теодолита ограничены (из-за больших погрешностей измерения в зависимости от расстояния и необходимости выдерживания одинакового расстояния между измеряемыми точками).
По заказу авиационной промышленности разработан универсальный прибор ППС-11 свободный от указанных погрешностей и используемый для монтажа сборочных приспособлений в самолетостроении.
Погрешность прибора составляет
+ (0,01 +  ) мм,
) мм,
где L — расстояние до объекта визирования в мм.
Рассмотрим несколько примеров монтажа и контроля элементов сборочного приспособления с помощью оптических приборов:
- монтаж и контроль узлов стапеля на параллельность с помощью прибора ППС-11 (рис. 97).
Прибор ППС-11 с пентапризмой устанавливается в первой плоскости узлов стапеля, а вспомогательная пентапризма — во второй плоскости узлов стапеля.
Сфокусировав прибор ППС-11 с пентапризмой на риску одного из узлов, фокусируют прибор на узлы, расположенные в плоскости 2.
Совмещение риски на узле со штрихом сетки прибора укажет на параллельность узлов.
Повернув прибор вокруг оси в направлении визирования и пентапризму на второй узел проводят регулировку и контроль установки других узлов.
По такой же схеме проводят контроль узлов на стапеле под любым заданным углом;
- установка и проверка плоскостности и вертикальности плиты стыка (рис. 98).
Последовательность проверки заключается в следующем:
- устанавливают калиброванные валики на проверяемой плите и опускают отвесы,
- устанавливают ППС-11 с пентапризмой, выводя его линию визирования в плоскость отвесов,
- выверяют плоскостность плиты по ответам, устанавливают целевой знак на плоскость плиты и, перемещая его по плоскости, проверяют плоскостность плиты по всей площади;
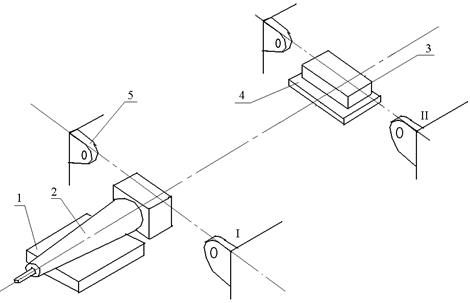
Рис. 97. Схема контроля установки узлов стапеля на параллельность:
1 — подставка,
2 — прибор ППС-11 с пентапризмой,
3 — пентапризма в оправке,
4 — подставка,
5 — узлы стапеля
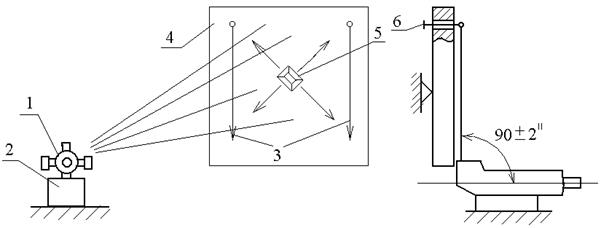
Рис. 98. Проверка плоскостности и вертикальности плиты:
1 — прибор ППС-11,
2 — подставка,
3 — отвесы,
4 — плита,
5 — целевой знак,
6 — калиброванные валики
- контроль плит на параллельность (рис. 99).
Проверку плит на параллельность проводят в последовательности:
- на базовую и проверяемую плиты устанавливают калиброванные валики в разъемах A, B, C и D и опускают отвесы,
- против плоскости отвесов базовой плиты устанавливают прибор ППС-11 с пентапризмой, так чтобы его инструментально-оптическая ось находилась в плоскости, образованной отвесами базовой плиты,
- фокусируют линию визирования ППС-11 на отвесы проверяемой плиты и выверяют ее плоскостность и параллельность;
- контроль плит на перпендикулярность (рис. 100).
Последовательность проверки:
- на базовую и проверяемую плиты устанавливают калиброванные валики A, B, C и D и опускают отвесы,
- устанавливают прибор ППС-11, рабочую и вспомогательную пентапризмы,
- фокусируют ППС-11 на отвесы проверяемой плиты, выверяют плоскости плит на перпендикулярность.
Комбинацией таких монтажей и проверок проводят монтаж приспособлений с высокой степенью точности.
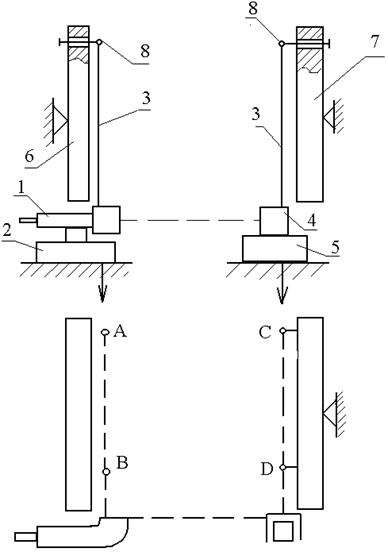
Рис. 99. Контроль плит на параллельность:
1 — прибор ППС-11,
2 — подставка,
3 — отвесы,
4 — пентапризма,
5 — подставка,
6 — базовая плита,
7 — проверяемая плита,
8 — калиброванные валики
Рис. 100. Контроль плит на перпендикулярность
1 – прибор ППС-11 с пентапризмой,
2 – подставка,
3 – рабочая пентапризма,
4 – подставка,
5 – вспомогательная пентапризма,
6 – базовая плита,
7 – калиброванные валики,
8 – проверяемая плита
* Митрофонов А. А. Пособие по применению оптических методов и средств контроля в опытном и серийном производстве вертолетов. — Москва, 1970.

