 2015-05-13
2015-05-13 4401
4401II. Технологические разновидности процесса алмазной и абразивной обработки
1. Обработка шлифовальными кругами ( изложена выше ).
Ленточное шлифование
В качестве инструмента используется шлифовальная лента (рис. 28), состоящая из тканевого основания 1, шлифующих зёрен 2 нанесённых на одну сторону тканевого основания и закреплённых клеем-связкой (мездровый, синтетический) - 3. Выпускаются также бесшовные ленты на гибком металлическом основании. Здесь зёрна закрепляются путём осаждения никеля в электролитической ванне при непрерывном и равномерном движении ленты.
Более широкие, по сравнению со шлифовальными кругами, возможности управления процессом резания путём изменения натяжения ленты и жёсткости прижимного ролика 4, конструктивные, функциональные и эксплуатационные особенности позволили применять этот вид обработки на самых разнообразных операциях.
1) Обдирочное шлифование заготовок (слябов, блюмов до 20 мм припуска), плоское, круглое наружное и внутреннее, фасонное, бесцентровое шлифование (см. рис. 28).
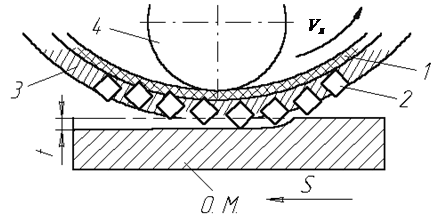 |
Рис. 28. Схема шлифования лентой
Основные схемы и технологические операции ленточного шлифования представлены на рисунке 29.
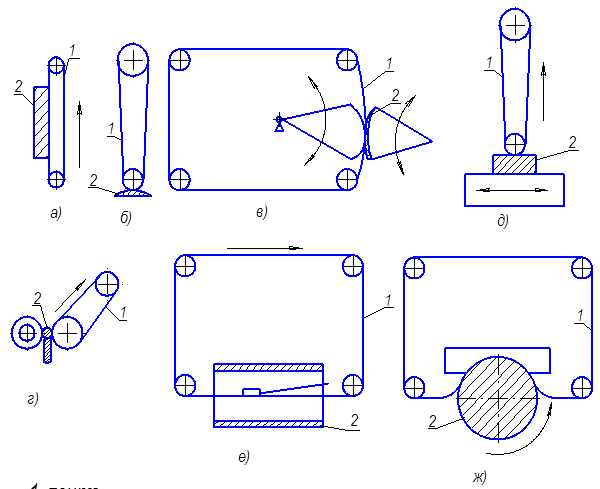 Рис. 29. Схемы ленточного шлифования: а), д) плоское; б), в) фасонное; г) бесцентровое; е) внутреннее круглое; ж) круглое наружное. 1. лента; 2. деталь
Рис. 29. Схемы ленточного шлифования: а), д) плоское; б), в) фасонное; г) бесцентровое; е) внутреннее круглое; ж) круглое наружное. 1. лента; 2. деталь
Рабочая поверхность ленты больше чем круга; лента не нуждается в правке и балансировке. Недостаток – сравнительно низкая стойкость.
Ленточное шлифование по своим характеристикам занимает промежуточное положение между шлифованием кругами и свободным абразивом. Температура поверхности детали ниже, чем при шлифовании кругами, но выше чем свободным абразивом. Тоже касается и сил шлифования.
При ленточном шлифовании действуют общие закономерности процесса резания металлов.
Производительность ленточного шлифования характеризуют:
1.суммарной массой металла Qc снятого лентой за период стойкости τ;
2.минутной производительностью qм 
 ;
;
3.удельной производительностью - массой металла снятого 1 см2 поверхности ленты за единицу времени  , (ω – площадь ленты).
, (ω – площадь ленты).
Стойкость и износ лент характеризуют:
а) стойкостью ленты τм -машинное время шлифования;
б) абсолютным удлинением ленты ΔL за период стойкости;
в) суммарным расходом шлифующего слоя mа - масса шлифующего слоя ленты, израсходованного за период стойкости;
г) интенсивностью износа ленты:

Режим шлифования находится на уровне: Vл = 25 м/с; поперечная подача (подача на глубину) t = 0,12-0,2 мм/дв.х. (при меньших подачах происходит отжим ленты от детали, что резко снижает интенсивность микрорезания, а при больших -недопустимыо растут нагрузки). Повысить производительность можно, увеличив ширину ленты.








