 2015-05-13
2015-05-13 490
4901) На модельную плиту установить модель отливки наиболее развитой плоской поверхностью, обращенной к модельной плите (рис.10.1, а)
2) Сверху на модельную плиту установить опоку плоскостью разъема к модельной плите.
3) На модель нанести разделительное покрытие («припудрить» модель).
4) Через сито с ячейками размером 5x5 мм просеять облицовочную смесь, покрывая модель слоем толщиной 15…20 мм.
5) Оставшийся объем опоки заполнить наполнительной формовочной смесью.
6) Клиновым (острым) концом ручной трамбовки уплотнить формовочную смесь сначала у стенок опоки, а затем в средней ее части, добавляя смесь по мере уплотнения.
7) Засыпать формовочную смесь выше стенок опоки (с избытком) и произвести окончательное уплотнение смеси плоским концом трамбовки.
8) Излишки смеси срезать деревянной линейкой заподлицо с опокой.
9) Наколоть иглой (душником) вентиляционные каналы (рис. 10.1, б) так, чтобы душник не доходил до модели на 10…15 мм.
10) На заформованную полуформу сверху наложить деревянный щиток (подопочную плиту).
11) Перевернуть заформованную полуформу вместе со щитком (плитой) на 180°.
12) На нижнюю полуформу установить опоку верха, центрируя опоки штырями.
13) Установить модель стояка и при необходимости модель выпора (рис. 10.1, в).
14) Нанести разделительный состав на модель и присыпать плоскость разъема нижней полуформы сухим разделительным песком для предотвращения прилипания формовочной смеси.
15) Через сито нанести слой облицовочной смеси толщиной 15…20 мм.
16) Оставшийся объем опоки заполнить наполнительной смесью.
17) Уплотнить формовочную смесь в верхней опоке ручной трамбовкой (сначала клиновым, а затем плоским концом), добавляя формовочную смесь по мере уплотнения.
18) Излишки смеси срезать деревянной линейкой.
19) Вентиляционной иглой выполнить газоотводные каналы (рис. 10.1, г).
20) Удалить из формы модели стояка и выпоров.
21) Снять верхнюю полуформу по центрирующим штырям с нижней полуформы, повернуть ее на 90° и поставить на бок на заранее подготовленное место. Расширить гладилкой верхнюю часть стояка, образовав литниковую воронку.
22) После легкого расталкивания извлечь модель отливки из нижней полуформы.
23) Прорезать элементы литниковой системы с помощью гладилки.
24) При необходимости исправить поврежденные участки формы с помощью гладилки, ланцетов, ложечек и т.д.
25) Удалить из полости формы остатки формовочной смеси.
26) Собрать литейную форму (рис. 10.1, д), для чего:
-при наличии стержней установить их в нижнюю полуформу, строго совмещая знаки формы и стержня;
-по центрирующим штырям накрыть нижнюю полуформу верхней.
27) Скрепить между собой опоки или нагрузить их грузом во избежание подъема верхней полуформы и прорыва расплава по разъему формы.
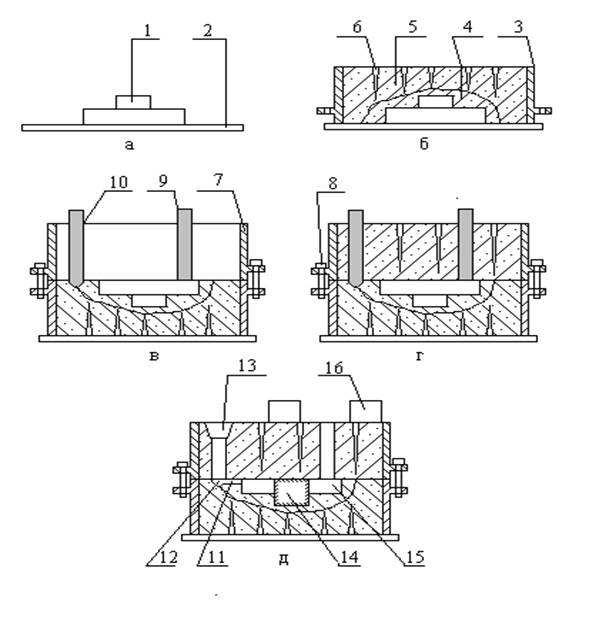
1 - модельная плита; 2 - модель; 3 - нижняя опока; 4 - облицовочная формовочная смесь; 5 - наполнительная формовочная смесь; 6 - вентиляционные наколы;
7 - верхняя опока; 8 - центрирующий штырь; 9 - модель выпора; 10 - модель стояка; 11 - питатель; 12 - зумпф; 13 - литниковая воронка; 14 - стержень; 15 - полость литейной формы; 16 – груз.
Рисунок 10.1 – Схема формовки в опоках по неразъемной модели








