 2015-06-04
2015-06-04 1167
11674.2.3.1. Холодная сварка (ХС) – сварка давлением (рис. 4.22), осуществляемая без нагрева за счет пластической деформации металла в сварочной зоне.

Рис. 4.22. Принципиальная схема холодной сварки: а) точечная: 1 – заготовки; 2 – соединяемые поверхности; 3 – опорные поверхности; 4 – пуансоны; 5 – выступы (электроды); б) стыковая сварка: 6 – зажимы; 7 – свариваемые заготовки; 8 – засечки; в) контурная сварка: 9 и 10 - пуансоны; 11 – корпус; г) формы сварных швов.
Для проведения ХС необходимо удалить оксиды со свариваемых поверхностей и сблизить их на расстояние параметра кристаллической решетки для образования межатомных связей между ними. Холодной сваркой можно получать соединения из пластичных металлов (Аl, Сu, Ag, Au и их сплавов) внахлестку толщиной 0,2-15мм и встык сечением до 700мм2.
4.2.3.2. Сварка трением – способ сварки давлением, при котором местный нагрев металла в стыке до температуры, близкой к ТПЛ, осуществляется благодаря работе сил трения, возникающих при перемещении друг относительно друга свариваемых деталей, сжатых осевой силой (рис. 4.23).
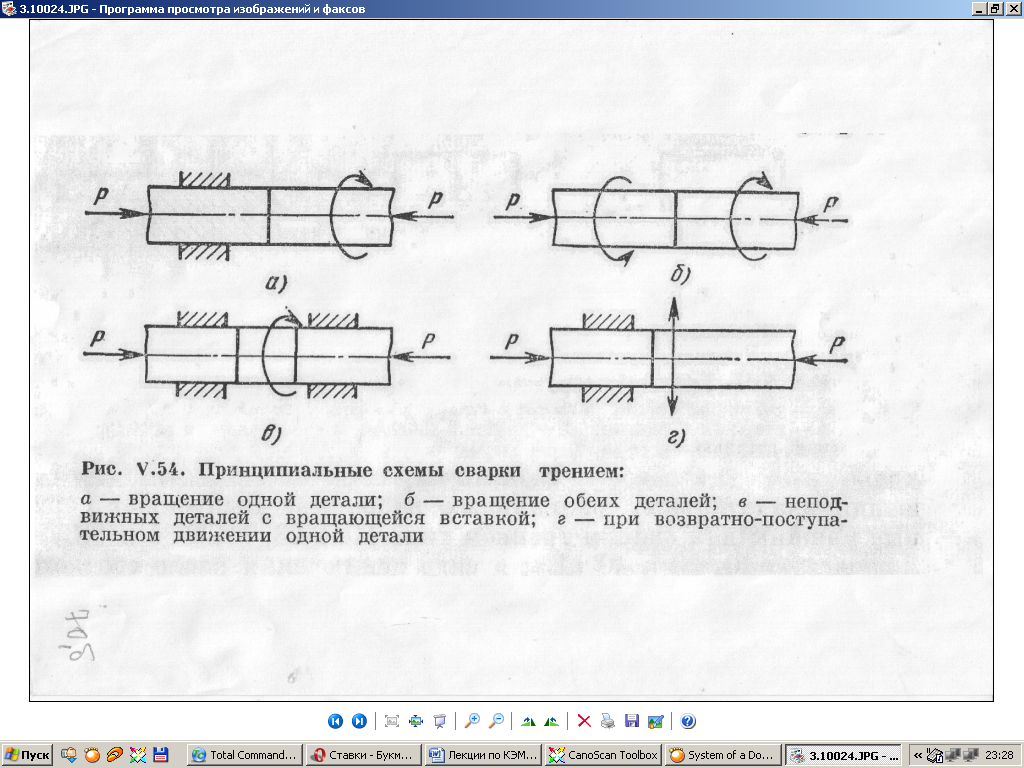
Рис. 4.23. Схемы сварки трением: а) вращение одной детали; б) вращение двух деталей; в) неподвижных деталей с вращающейся вставкой; г) возвратно поступательным движением одной детали.
Помимо нагрева металла трение способствует разрушению оксидных пленок в свариваемом стыке. При сварке трением получают сварные соединения круглого сплошного или трубчатого сечений.
4.2.2.3. Сварка взрывом. Технологические схемы сварки взрывом основаны на использовании направленного взрыва (рис. 4.24).
| Рис. 4.24. Принципиальная схема сварки взрывом. |
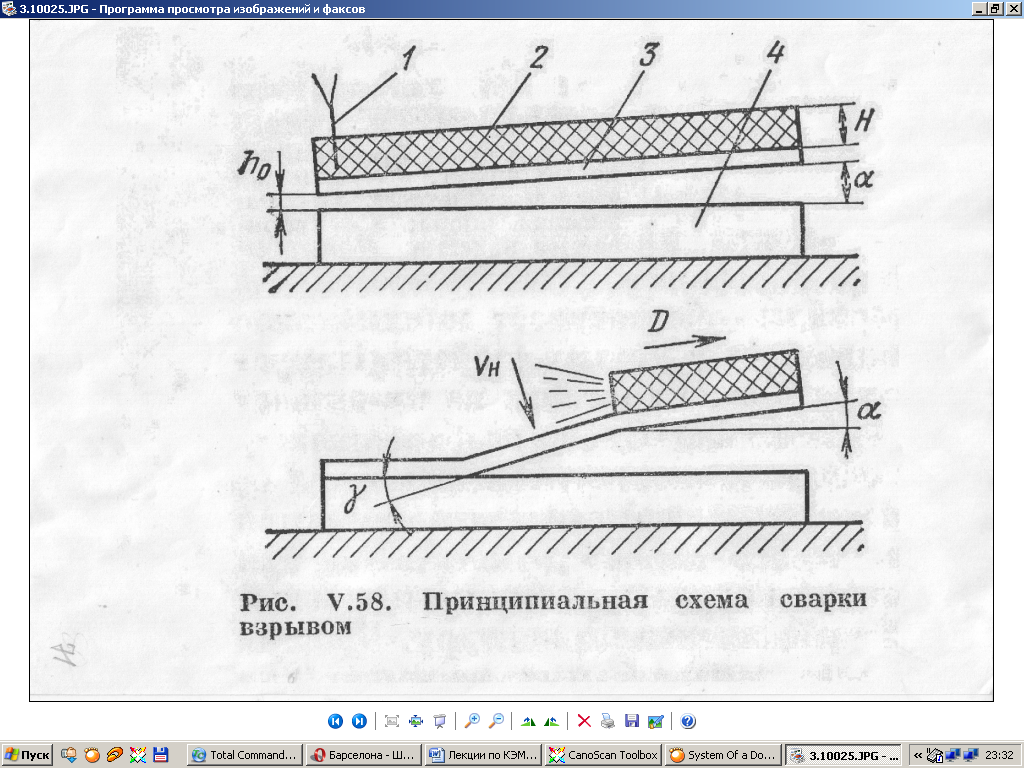 Соединяемые заготовки 3 и 4 в виде пластин, одна из которых неподвижна и установлена на жесткой опоре. Пластина 3 устанавливается под углом α к пластинке 4 на расстоянии h0. На заготовки 3 кладут взрывчатое вещество 2 толщиной H, а под вершиной угла заготовок устанавливают детонатор 1. При взрыве вещества 2 пластина 3 прижимается к пластине 4 со скоростью 1000 м/с. В месте соединения пластин образуется угол γ, который перемещается вдоль соединяемых поверхностей. При соударении пластин из вершины угла выдуваются оксидные пленки и другие загрязнения. Соударение пластин вызывает пластическое течение металла в поверхностных слоях. Поверхности сближаются до расстояний действия межатомных сил и происходит соединение по всей площади соединения. Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых материалов. Сварку взрывом используют при изготовлении заготовок для проката биметаллов, плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическими и химическими свойствами.
Соединяемые заготовки 3 и 4 в виде пластин, одна из которых неподвижна и установлена на жесткой опоре. Пластина 3 устанавливается под углом α к пластинке 4 на расстоянии h0. На заготовки 3 кладут взрывчатое вещество 2 толщиной H, а под вершиной угла заготовок устанавливают детонатор 1. При взрыве вещества 2 пластина 3 прижимается к пластине 4 со скоростью 1000 м/с. В месте соединения пластин образуется угол γ, который перемещается вдоль соединяемых поверхностей. При соударении пластин из вершины угла выдуваются оксидные пленки и другие загрязнения. Соударение пластин вызывает пластическое течение металла в поверхностных слоях. Поверхности сближаются до расстояний действия межатомных сил и происходит соединение по всей площади соединения. Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых материалов. Сварку взрывом используют при изготовлении заготовок для проката биметаллов, плакировке поверхностей конструкционных сталей металлами и сплавами с особыми физическими и химическими свойствами.
