 2015-10-22
2015-10-22 684
684ТЕМА: Виготовлення зубчастих коліс методом обкатки
Мета роботи: вивчення геометричних параметрів нульових і коригованих зубчастих коліс евольвентного профілю.
Прилади: прилад ТММ-42, заготовка з креслярського паперу – паперове коло, гостро заточений олівець, лінійка, циркуль, калькулятор.
Теоретична частина.
Короткі відомості про методи виготовлення зубчастих коліс. Використовують наступні методи виготовлення зубчастих коліс (обробки зубців):
а) лиття зубчастих коліс (без наступної механічної обробки зубців), для сучасних машин цей метод застосовують рідко;
б) накатка зубів на заготовці (також без їх наступної обробки);
в) нарізання зубців (тобто зубці виготовляються у процесі механічної обробки заготовки);
г) використовують також штампування, протягання і т.д.
Метод виготовлення зубчастих коліс вибирають залежно від їх призначення і з технологічних міркувань. метод накатки зубців у масовому виробництві застосовують лише для окремих конструкцій машин.
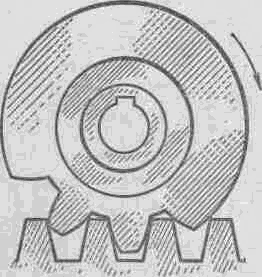
У більшості ж випадків зубчасті колеса виготовляють нарізанням. Зубці виготовляють або методом копіювання, або методом обкатування. Копіювання полягає в прорізанні западин між зубцями за допомогою дискової (рис. 3.1) або пальцевої (рис. 3.2) фрези. У цьому випадку форма інструмента повторює профіль западин (або зубців).
| 
|
| Рис. 3.1. Нарізання зубців дисковою фрезою | Рис. 3.2. Нарізання зубців пальцевою фрезою |
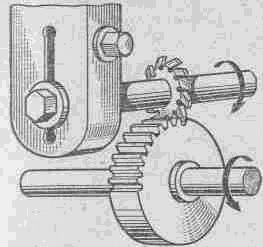
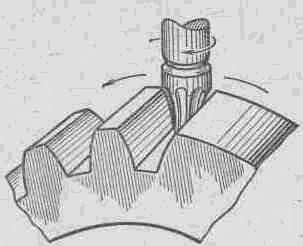
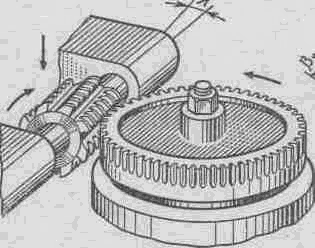
Виготовлення зубців за методом обкатки виконується інструментами з профілями, відмінними від профілів зубців, що нарізають, – довбалом (рис. 3.3), черв'ячною фрезою (рис. 3.4) або інструментальною рейкою (рис. 3.5).

| 
|
| Рис. 3.3. Нарізання зубців довбалом | Рис. 3.4. Нарізання зубців черв’ячною фрезою |
Довбало являє собою зубчасте колесо з ріжучими кромками на торцевій поверхні зубців. У процесі обкатування довбало і заготовка обертаються один відносно іншого як при дійсному зачепленні двох зубчастих коліс. У цей же час для зняття стружки довбало виконує зворотно-поступальний рух паралельно осі заготовки.
Черв'ячна фреза являє собою черв'яка з нанесеними на ньому поздовжніми канавками для утворення ріжучих кромок у зубців і виходу стружки. Зворотно-поступальний рух рейки для зняття стружки тут заміняється обертанням фрези.
При нарізанні рейкою заготовка виконує рух обкатування, обертаючись навколо своєї осі й переміщаючись поступально уздовж рейки. Тому що інструментальна рейка має кінцеву довжину, тобто, дійшовши до кінця рейки, заготовка повертається до її початку. У процесі нарізання зубчастого колеса інструментальною рейкою зняття стружки здійснюється шляхом зворотно-поступального руху рейки уздовж осі заготовки. Інструменту і заготовці у процесі нарізання зубців надається такий же відносний рух (обкатування), як й у випадку, якби вони перебували в дійсному зачепленні.
|
| Рис. 3.5. Нарізання зубців інструментальною рейкою |
Перевагою методу обкатки є те, що він дозволяє одним інструментом виготовляти колеса з різною кількістю зубців. Змінюючи відносне розташування інструмента і заготовки на верстаті, можна одержувати зубці різної форми й товщини (передачі із зсувом).
Обкатка в порівнянні з методом копіювання забезпечує більшу точність і продуктивність.
Для досягнення високої точності й малої шорсткості поверхонь зубців після нарізання виконується їх обробка. Використовують наступні способи обробки зубів:
а) шліфування – виконується методом копіювання або обкатування шліфувальним колом;
б) шевінгування – виконується спеціальним інструментом шевером-шестірнею або шевером-рейкою (обкатуючи колесо, шевер обробляє зубці до необхідної точності й шорсткості поверхні);
в) притирання – виконується за допомогою спеціального чавунного колеса (притиру), що перебуває в зачепленні з оброблюваним колесом.
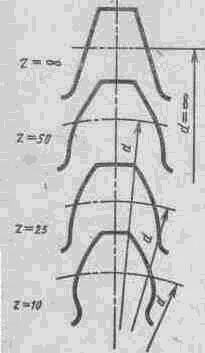
Форма евольвентного профілю зубців при заданому куті інструмента і модулі залежить від числа зубців (рис. 3.6).
|
| Рис. 3.6. Форма евольвентного профілю зубців в залежності від їх числа |
При зменшенні числа зубців збільшується кривизна евольвентного профілю і відповідно зменшується товщина зубців у ніжки та вершини. Якщо число зубців менше деякого граничного значення, то при нарізанні зубців відбувається підріз ніжок зубця (див. рис. 3.6, приклад при z = 10), у результаті чого зубець у небезпечному перерізі значно послабляється. При цьому знижується міцність зубця на згин, а також зменшується робоча частина ніжки, що збільшує зношування зубців і зменшує коефіцієнт перекриття.
Мінімальне число зубців шестірні, яке можливо нарізати без підрізання зубців (без використання зміщення рейкового інструмента), визначається за формулою:
 , (3.1)
, (3.1)
де a – кут профілю зубця рейки.
Для стандартного зубчастого зачеплення a = 20 ° і  . При більших колових швидкостях передачі для зменшення шуму число зубців шестірні для редукторів приймають z min = 20…30.
. При більших колових швидкостях передачі для зменшення шуму число зубців шестірні для редукторів приймають z min = 20…30.
Для усунення явищ підрізання зубів і поліпшення параметрів передачі застосовують коригування [1]. Коригування зубів виконують на звичайних верстатах стандартним інструментом. Різниця полягає в тому, що інструмент встановлюють із деяким додатковим зсувом відносно осі заготовки. При цьому, у порівнянні з нормальним евольвентним зачепленням, профілі коригованих зубців виходять іншими, тобто в передачі використовуються більш вигідні ділянки евольвенти тієї ж основної окружності. Відповідно заготовки для цих коліс повинні бути іншого діаметра.
Коригування зачеплення може бути кутовим або висотним.
В зубчастому зачеплені, якому виконано кутове коригування, кут зачеплення не дорівнює 20°, і визначається кутом зубчастої рейки (наприклад може бути рівним 15°).
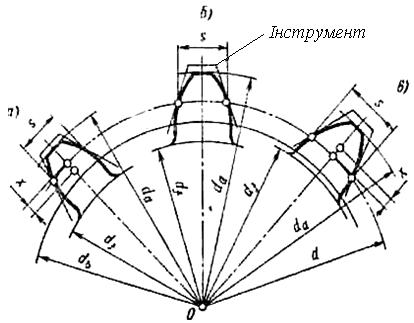
Висотне коригування. Здійснюється зсувом нарізного інструмента на величину Х при нарізуванні зубів (позитивний зсув – від центра зубчастого колеса (рис. 3.7в), негативне – до центра (рис. 3.7а)). Зазвичай шестірню виготовляють із позитивним коефіцієнтом зсуву, а колесо з негативним. Тоді сумарний коефіцієнт зсуву x 1+ x 2 дорівнює 0. Міжосьова відстань і кут зачеплення залишаються незмінними. Змінюється тільки співвідношення висоти головки й ніжки зуба.
|
| Рис. 3.7. Негативний та позитивний зсув інструментальної рейки |
Можливо виготовлення зубчастих коліс з сумарним коефіцієнтом зсуву x 1+ x 2, який не дорівнює 0. При цьому змінюється міжосьова відстань і кут зачеплення.
Як нульові (нормальні), так і кориговані колеса нарізають одним інструментом. У першому випадку рейка-інструмент установлюється стосовно заготовки так, що її початкова пряма перетинається з початковою окружністю колеса, що є одночасно і ділильною окружністю. У другому випадку рейка-інструмент установлюється стосовно заготовки так, що ділильної окружності майбутнього колеса торкається не початкова пряма, а інша пряма рейки, віддалена від неї на величину, яку називають зсувом зуборізного інструмента. Величина зсуву:
 , (3.2)
, (3.2)
де x – коефіцієнт зсуву зуборізного інструмента;
m – модуль зачеплення.
У нормальних і рівнозміщених передач ділильна окружність збігається з початковою окружністю колеса. У нерівнозміщених передач ці окружності не збігаються. По ділильній окружності звичайно вимірюють і визначають крок зачеплення, товщину зубців і ширину западин.








