 2017-12-16
2017-12-16 2459
2459Определим основные размеры эвольвентного зубчатого колеса, используя схему станочного зацепления. На размеры получаемого зубчатого колеса влияют:
1. Модуль 
2. Число зубьев 
3. Смещение реечного инструмента  , задается коэффициентом смещения.
, задается коэффициентом смещения.
- Радиус окружности вершин

- Радиус окружности впадин

- Высота зуба

- Толщина зуба по делительной окружности.
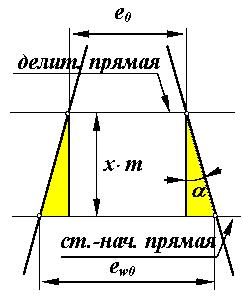
Так как станочно-начальная прямая перекатывается в процессе огибания по делительной окружности без скольжения, то дуга по делительной окружности колеса равна ширине впадины  по станочно-начальной прямой инструмента. Тогда, с учетом схемы можно записать
по станочно-начальной прямой инструмента. Тогда, с учетом схемы можно записать
 ,
,
где  - коэффициент изменения толщины зуба по делительной окружности (отношение приращения толщины зуба к модулю).
- коэффициент изменения толщины зуба по делительной окружности (отношение приращения толщины зуба к модулю).
Толщина зуба колеса по окружности произвольного радиуса .
Эвольвентная часть профиля может располагаться выше основной окружности, но никогда не может быть расположена ниже нее. Возьмем три окружности: основную  , делительную
, делительную  и окружность произвольного радиуса
и окружность произвольного радиуса  . Обозначим на чертеже эвольвентный угол
. Обозначим на чертеже эвольвентный угол  - по делительной окружности и эвольвентный угол
- по делительной окружности и эвольвентный угол  - по окружности произвольного радиуса.
- по окружности произвольного радиуса.

Тогда угловая толщина зуба по основной окружности может быть определена:

С другой стороны:  ,
,  , а
, а  , где
, где  т.е.
т.е.  .
.
Исходя из того, что  , а так как
, а так как  , то
, то

Окончательно:
 .
.
Подрезание и заострение зубчатого колеса .
Если при нарезании зубчатого колеса увеличивать смещение, то основная и делительная окружность не изменяют своего размера, а окружности вершин и впадин увеличиваются. При этом участок эвольвенты, который используется для профиля зуба, увеличивает свой радиус кривизны и профильный угол. Толщина зуба по делительной окружности увеличивается, а по окружности вершин уменьшается. При некотором значении  эвольвенты, образующие боковые поверхности зуба пересекутся на окружности вершин или даже внутри ее. Это явление называют заострением зуба колеса.
эвольвенты, образующие боковые поверхности зуба пересекутся на окружности вершин или даже внутри ее. Это явление называют заострением зуба колеса.

На рис. изображены два эвольвентных зуба для которых 
Для термобработанных зубчатых колес с высокой поверхностной прочностью зуба заострение вершины зуба является нежелательным. Термообработка зубьев (азотирова-ние, цементация, цианирование), обеспечивающая высокую поверхностную прочность и твердость зубьев при сохранении вязкой сердцевины, осуществляется за счет насыщения поверхностных слоев углеродом. Вершины зубьев, как выступающие элементы колеса, насыщаются углеродом больше. Поэтому после закалки они становятся более твердыми и хрупкими. У заостренных зубьев появляется склонность к скалыванию зубьев на вершинах. Поэтому рекомендуется при изготовлении не допускать толщин зубьев меньших некоторых допустимых значений. То есть заостренным считается зуб, у которого

При этом удобнее пользоваться относительными величинами [sa /m ]. Обычно принимают следующие допустимые значения
улучшение, нормализация [sa /m ] = 0.2;
цианирование, азотирование [sa /m ] = 0.25...0.3;
цементация [sa /m ] = 0.35...0.4.
В условиях выполняемой лабораторной работы и курсовой работы принимаем по ГОСТ нормализованные зубчатые колеса, и, следовательно,  .
.  определяется обычно графически – максимальный коэффициент смещения при котором нарезаемое колесо не будет заострено.
определяется обычно графически – максимальный коэффициент смещения при котором нарезаемое колесо не будет заострено.

