 2017-12-16
2017-12-16 1271
1271С целью индустриализации арматурных работ и сокращения их трудоемкости отдельные стержни объединяются при помощи специальных сварочных машин в сетки, каркасы, армоблоки или армофермы.
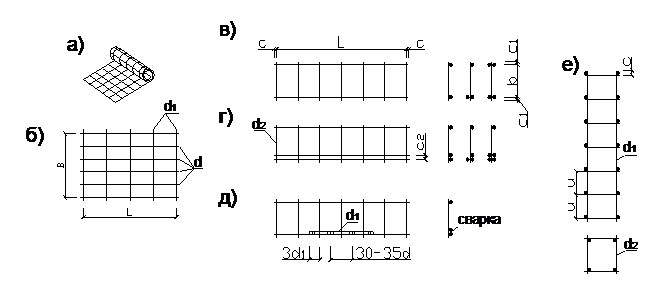
Рисунок 4.7 - Сварные арматурные изделия
Сетки - изготавливаются рулонными (рисунок 4.7, а) или плоскими (рисунок 4.7, б). Рабочая арматура в сетках может располагаться в продольном, поперечном или обоих направлениях. Стержни перпендикулярные рабочим, выполняют функции монтажной (распределительной) арматуры. Для сеток используют арматуру класса В-I Ø 3…5 мм и S400 Ø 6…10 мм. В отдельных случаях плоские сетки выполняют из стержней более крупного диаметра классов S240, S400, S500 (сетки фундаментов). В кулонных сетках Ø продольных стержней может достигать 7 мм. Наибольшая ширина  м, а длина ограничивается массой 100…500 кг. Плоские сетки имеют максимальную ширину 2,5 м, длину - до 9 м.
м, а длина ограничивается массой 100…500 кг. Плоские сетки имеют максимальную ширину 2,5 м, длину - до 9 м.
Сварные каркасы состоят из продольных и монтажных стержней, объединенных поперечными. Рабочие стержни могут располагаться в один
(рисунок 4.7, в) или два (рисунок 4.7, г) ряда (с одной или двух сторон поперечных стержней). В отдельных случаях к основному рабочему стержню допускается приварка дуговой сваркой дополнительного рабочего стержня (рисунок 4.7, д).
Плоские каркасы объединяют в пространственные каркасы или крупные арматурные блоки (рисунок 4.7, е), которые применяют для армирования конструкций в целом или отдельных их элементов.
Стыки и соединения стержней выполняют, как правило, при помощи электросварки.
 Рисунок 4.8 - Сварные соединения арматуры
Рисунок 4.8 - Сварные соединения арматуры
В каркасах и сетках соединение пересекающихся стержней осуществляется контактной точечной сваркой (рисунок 4.8, а), при этом  .
.
В заводских условиях для соединения по длине применяют контактную сварку (рисунок 4.8, б).
При монтаже соединения встык могут, осуществляется с помощью ванной электродной сварки в инвентарной форме (рисунок 4.8, в), ванной электродной сварки с желобчатой подкладкой (рисунок 4.8, г). Допускается в отдельных случаях применять нахлесточное соединение стержней классов S240, S300 и S400 (рисунок 4.8, д), а также с помощью накладок с применением дуговой сварки с фланговыми швами (рисунок 4.8, е).
Соединение стержней из горячекатаной стали с пластинами выполняют при помощи дуговой сварки внахлестку (рисунок 4.8, ж) и втавр (рисунок 4.8, з), последнее соединение выполняется, как правило, под слоем флюса.
Стыки сеток в нерабочем направлении выполняют внахлестку с перепуском между крайними рабочими стержнями не менее 50 мм при Ø распределительной арматуры до 4 мм и не менее 100 мм - при Ø  4 мм. Плоские сетки при Ø рабочих стержней 16 мм и в нерабочем направлении могут укладываться впритык друг к другу, а их стык перекрывается стыками сетками с перепуском в каждую сторону не менее 15 Ø распределительной арматуры и не менее 100 мм.
4 мм. Плоские сетки при Ø рабочих стержней 16 мм и в нерабочем направлении могут укладываться впритык друг к другу, а их стык перекрывается стыками сетками с перепуском в каждую сторону не менее 15 Ø распределительной арматуры и не менее 100 мм.








