 2018-01-21
2018-01-21 1677
1677по СТ СЭВ 193–75
а) общая длина резца L = 100 мм;
б) расстояние от вершины резца до боковой поверхности в направлении лезвия n = 0 мм при φ = 60;
в) радиус закругления вершины лезвия резца r = 0,5 мм;
г) пластина из твёрдого сплава, длина l = 14 мм, ширина b = 8 мм, толщина s = 4 мм, α = 8°, исполнение 1, форма № 61351 по ГОСТ 25426–90.
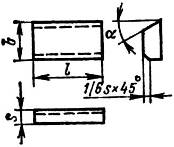
Рис. 10.1. Пластина твёрдосплавная напаиваемая
Определение геометрических параметров режущей части резца
Канавка для стружкозавивания и стружкодолбления на передней поверхности с фаской f = 0,3 мм под углом γ ф = 5°, γ= 15°, α =8°, λ = 3°, φ = 60°, φ1 = 30°.
Технические требования
по ГОСТ 5688–61Е принимаем следующие параметры шероховатости передняя поверхность лезвия резца – Ra = 0,125 мкм;
задняя поверхность лезвия резца – Ra = 1,0 мкм;
опорная поверхность корпуса – Ra = 2,0 мкм.
Предельные отклонения габаритных размеров резца: L = 100H16(-2,5); h = 16h14(-0,52); b = 10h14(-0,43).
Вывод.
В данном курсовом проекте исходя из служебного назначения детали ползун и технических условий мною был разработан технологический маршрут обработки детали. На основании технологического маршрута обработки разработан технологический контроль ползуна: приемочный, операционный и входной.
Рассчитан вероятный процент брака на размер Ø12
 , с построением схемы расположения полей допусков и посадок с теоретическими кривыми рассеивания действительных размеров.
, с построением схемы расположения полей допусков и посадок с теоретическими кривыми рассеивания действительных размеров.
Рассчитаны исполнительныеразмеры калибр-кольцо ГОСТ 14810-69для контроля размеров детали ползун.
По результатам расчетов средней квадратичной погрешности действительных размеров можно сделать вывод, что все детали пробной партии, состоящей из 10 штук, лежат в интервале от 11.983 до 12.018 и не имеют грубых ошибок.
Мною был спроектирован режущий инструмент резец общего назначения с напайными пластинами из твердого сплава для токарной обработки ползуна.
Список литературы
| Учебники: | |
| 1. | Новиков В.Ю., Ильянков А.И. Технология машиностроения в 2 ч.: учебник для студ. учреждений сред.проф. образования – М.: Издательский центр «Академия», 2012. |
| 2. | Гоцеридзе Р. М. Процессы формообразования и инструменты: учебник для студ. учреждений сред.проф. образования. – М.: Издательский центр «Академия», 2010. – 432 с. |
| 3. | Мельников В. П., Смоленцев В. П., Схиртладзе А. Г. Управление качеством: учебник для студ. учреждений сред.проф. образования. – М.: Издательский центр «Академия», 2014. – 352 с. |
| 4. | Никифоров А. Д., Бакиев Т. А. Метрология, стандартизация и сертификация: учебник. – 4 изд., перераб. и доп. – М.: Высшая школа, 2013. – 429 с. |
| 5. | Вереина Л. И., Черпаков Б. И. Технологическое оборудование машиностроительного производства: учебник для студ. учреждений сред.проф. образования. – М.: Издательский центр «Академия», 2015. – 416 с. |
| 6. 7. 8. | Зайцев С.А.,. Куранов А. Д, ТолстовА. Н. Допуски, посадки и технические измерения в машиностроении, учебник для нач. проф. образованияМосква, ИЦ, Академия, 2004.-240с. Кожевников Д.В., Гречишников В.А.,. Кирсанов С.В, Кокарев В.И., Схиртладзе А.Г. / Под редакцией Кирсанова С.В..Режущий инструмент: Учебник для вузов / - 2-е изд. доп. М.: Машиностроение, 2015. 528 с. Иноземцев Г.Г. Проектирование металлорежущих инструментов: учеб.пособие для вузов по специальности “Технология машиностроения, металлорежущие станки и инструменты”/.- М.: Машиностроение, 2013. – 272 с. только для тех кто проектирует инструмент |
| Дополнительные источники: | |
| 1. | Леонов О.А.Курсовое проектирование по метрологии,стандартизации и сертификации учебное пособие.-М.: МГТУ,2002 Дольский А.М. Справочник технолога машиностроителя в 2-х т. [Текст] / под ред. А.М.Дольского, А.Т.Косиловой и др. – М..: Машиностроение, 2003. |

