 2018-02-13
2018-02-13 4892
4892СОСУДЫ И АППАРАТЫ
Методические указания по ремонту корпусов
для студентов специальности МАХП

Пермь – 2010
УДК 66.023
Рецензент:
кандидат технических наук Н.М. Рябчиков
(Пермский государственный технический университет)
Долганов В.Л.
Сосуды и аппараты / В.Л.Долганов. – Пермь: Изд-во Перм. гос. техн. ун-та, 2010. – 41 с.
Содержатся методические рекомендации по составлению технологической карты на ремонт корпусов сосудов и аппаратов.
Указания предназначены для студентов специальности МАХП при выполнении курсовой работы по курсу «Ремонт и монтаж оборудования»
УДК 66.023
Утверждена на заседании кафедры
«____»______________2010г.
Зав. кафедрой МАПП, профессор ___________________С.Х.Загидуллин
ISBN 978-5-398-00559-2 © ГОУ ВПО
«Пермский государственный технический университет, 2010.
Общие положения
Основным нормативным документом на ремонт корпусов сосудов и аппаратов, работающих в диапазоне давлений от 0,07 МПа (0,7 кг/см2) до 16 МПа (160 кг/см2) с температурами от минус 70 до плюс 5400С является ОТУ-3-01 – Общие технические условия на ремонт корпусов.
Данный нормативный документ распространяется на сварные стальные сосуды, изготовленные из углеродистых, низколегированных и легированных сталей с толщиной стенки от 4 до 120 мм. Он определяет технологию ремонта, а также лиц, ответственных за производство и качество выполненных работ.
- Дефекты корпусов, выбор способа устранения дефекта
Характерными дефектами корпусов сосудов и аппаратов, которые возникают в процессе эксплуатации, являются:
ü Трещины всех видов и направлений в сварных швах, околошовной зоне и на основном металле;
ü Коррозионное поражение сварных швов и основного металла в виде сплошной или локальной коррозии;
ü Эрозионный износ;
ü Гофры, вмятины, выпучины;
ü Расслоение металла.
Способ устранения дефекта зависит от природы самого дефекта, конструкции и материала корпуса, а также из экономических соображений. Например, ремонт может быть произведен путем заварки или наплавки дефектного участка, замены дефектного участка (установки вставок, замены днища, замена листа обечайки), либо путем удаления дефекта, при условии, что остаточная толщина стенки корпуса обеспечивает достаточную прочность сосуда или аппарата.
Наиболее распространенным дефектом корпусов сосудов и аппаратов являются трещины. На рисунке 1 представлены основные виды трещин и их расположение на корпусе аппарата.
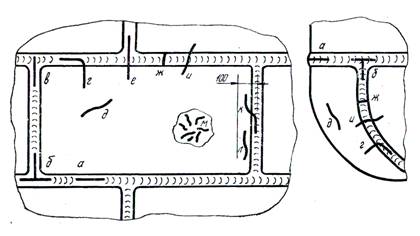
Рисунок 1 – Расположение трещин на корпусе аппарата:
а – продольная трещина сварного шва; б – трещины по двум пересекающимся сварным швам; в – трещина по одному из пересекающихся сварных швов; г – трещина по сварному шву с выходом на основной металл; д – трещина по основному металлу вне околошовной зоны; е – трещина пересекающихся сварных швов с выходом на основной металл; ж – поперечная трещина сварного шва без выхода на основной металл; и – поперечная трещина сварного шва с выходом на основной металл; к – продольная трещина сварного шва с выходом на основной металл в околошовной зоне; л – трещина в околошовной зоне; м – гнездообразная трещина.
Трещины а – и можно исправлять заваркой после соответствующей подготовки кромок, при условии, что выход трещины на основной металл из сварного шва не превышает 100 мм.
Трещины, выходящие из сварного шва в основной металл на расстояние более 100 мм и трещины к, л, м устраняются путем удаления дефектного участка и установкой латки (вставки).
Гнездообразные трещины, а также дефекты корпусов, вызванные коррозионным или эрозионным износом, допускается ремонтировать наплавкой при соблюдении следующих условий.
1. Для углеродистых сталей площадь одного дефектного участка не должна превышать 1000 см2, а общая площадь нескольких дефектов – 3000 см2.
Для легированных сталей площадь одного дефектного участка не должна превышать 500 см2, а общая площадь нескольких дефектов не должна превышать 1500 см2.
2. Глубина дефектного участка должна быть не более:
30% от толщины стенки для углеродистых сталей;
20% от толщины стенки для низколегированных и марганцовистых сталей;
10% от толщины стенки для сталей аустенитного класса и хроммолибденовых сталей.
3. Расстояние между подготовленными к наплавке участками должно быть не мене 100 мм.
Если эти условия не выполняются, дефектный участок должен быть вырезан и на его место устанавливается вставка (латка).
Для определения величины дефектов и границ дефектных участков рекомендуются следующие методы, представленные в таблице 1.
Таблица 1 – Основные методы определения границ дефекта или дефектного участка
| Наименование метода | Выявляемые дефекты |
| 1. Визуально-оптический | Вмятины, гофры, выпучины и другие деформации корпуса; Коррозия поверхности корпуса; Эрозионный износ; Трещины. |
| 2. Ультразвуковой | Трещины в металле сварного шва и околошовной зоне; Трещины в основном металле; Расслоение металла, в том числе отслоение плакирующего слоя; Толщина стенки в местах контроля и другие. |
| 3. Капиллярные методы | Трещины, выходящие на поверхность сварного шва, основного металла и околошовной зоны; Трещины МКК; Коррозионное растрескивание. |
| 4. Радиационный контроль (радиографический, радиоскопический) | Внутренние дефекты сварных швов и основного металла. |
| 5. Магнитный контроль (магнитопорошковый, магнитографический) | Дефекты сварных швов и основного металла выходящие на поверхность и залегающие в подповерхностном слое. |
Подготовка дефектных мест под ремонтную сварку или наплавку. Требования к сборке деталей
Перед проведением ремонта аппарат необходимо подготовить к огневым работам. Ремонтные работы на поверхности корпусов сосудов и аппаратов проводятся после разборки внутренних и наружных устройств и снятие теплоизоляции в зоне дефекта.
Поверхность дефектного участка и прилегающая зона очищаются от загрязнений, ржавчины, окалины и т.п. на ширину не менее 20 мм на сторону.
Удаление дефектов корпусов аппаратов можно производить как механическим, так и огневым способом. Зачищенная поверхность проверяется на отсутствие дефектов одним из неразрушающих методов контроля.
При подготовке на корпусах вставок (латок), замене листов, замене днищ и обечаек подготовку кромок под сварку необходимо производить в соответствии с требованием чертежа или, при его отсутствии, по типу соединений, приведенных в приложении 1:
ü Для корпусов из однослойного металла рекомендуется выбирать соединения типа С8, С12, С15, С17, С25.
ü Для корпусов из двухслойного металла – С4, С7, С19.
ü При монтаже на корпусе аппарата внутренних и наружных устройств подготовку кромок и выполнение сварных швов рекомендуется производить в соответствии с типами соединений Н2, Т1, Т7, Т8, У7, У8.
При сварке элементов различной толщины необходимо предусмотреть плавный переход от одного элемента к другому. Уклон скоса кромок (рисунок 2) должен быть не более 200 (уклон 1:3). В случае двухслойной стали скос осуществляется со стороны основного слоя.

Рисунок 2 – Стыковка листов различной толщины:
l =20-30 мм; α =200.
Допускается стыковка кромок без предварительного перехода от одного элемента к другому, если разность в толщинах соединяемых элементов не превышает 30% толщины более тонкого элемента, но не более 5 мм. В этом случае форма сварного шва должна обеспечивать плавный переход от толстого листа к тонкому.
При сборке элементов необходимо, чтобы смещение кромок листовых швах стыковых соединений в (рисунок 3) не превышало 10% толщины более тонкого листа, но не более 3 мм.
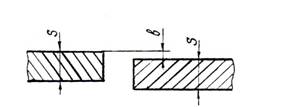
Рисунок 3 – Смещение кромок листов
Совместный увод кромок (угловатость) f в продольных и кольцевых швах (рисунок 4) не должен превышать 10% толщины листа плюс 3 мм, но не более 5 мм.

Рисунок 4 – Определение совместного увода кромок (угловатости):
1 – шаблон; 2 – линейка.
Угловатость продольных швов определяется по шаблону, длина которого по хорде должна быть равна 1/6 диаметра корпуса. Угловатость продольных швов определяется линейкой длиной не менее 200 мм.
Допускается подгонка кромок, если при сборке элементов не выдержаны требования настоящего раздела. Методы подгонки должны исключать появление дополнительных напряжений в металле и повреждение поверхности.
Исправление трещин
Дефектное место и прилегающую к нему поверхность зачищают до металлического блеска на расстояние не менее 20 мм на сторону. Одним из неразрушающих методов контроля определяют границы дефекта.
Концы трещины засверливаются сверлом диаметром 6-12 мм на 2-3 мм более глубины трещины. Затем шлифовальной машинкой трещина выбирается до полного удаления.
Способ разделки трещины определяется ее глубиной. Для трещин глубиной не более 0,5 толщины стенки корпуса дефектное место выбирается до получения кромок, показанных на рисунке 5. Причем при толщине листа менее 30 мм угол α = 10-120, а для листов толщиной свыше 30 мм угол α должен составлять 15-200.

Рисунок 5 – Выборка трещины
Трещины глубиной более 0,5 толщины стенки аппарата или сквозные трещины выбираются в зависимости от толщины стенки корпуса V – образным, либо Х – образным способом (Приложение 1).
Полноту удаления дефекта необходимо проверить одним из неразрушающих методов контроля.
Способ заварки трещины зависит от ее длины. Трещины длиной более 300 мм завариваются «на проход»; трещины длиной от 300 до 1000 мм завариваются от середины к концам или обратноступенчатым способом. Швы длиной более 1000 мм накладываются только обратноступенчатым способом. Длина ступени при этом принимается равной 200-250 мм. Схема наложения швов обратноступенчатым способом показана на рисунке 6.
Рисунок 6 – Выполнение шва обратноступенчатым способом:
1-4 – направление сварки на каждом участке.
Количество проходов в одном слое шва устанавливается с учетом ширины разделки. При двухсторонней заварке выполнение шва с обратной стороны производится после зачистки корня первого слоя шва.
Ремонт гнездообразных трещин должен производиться наплавкой в два и более слоя. Первый слой рекомендуется выполнять валиками, расположенными перпендикулярно оси корпуса. Каждый следующий валик должен перекрывать предыдущий на 1/3 его ширины. При многослойной наплавке валики каждого последующего слоя накладываются перпендикулярно предыдущему слою. Дефекты, имеющие округлую форму, лучше наплавлять по спирали, начиная от центра дефектного участка.
Наплавка плакирующего слоя может производиться в несколько слоев. Однослойная наплавка производится в том случае, если к наплавляемому металлу не предъявляются требования по стойкости к межкристаллитной коррозии.
Величину сварочного тока при ремонтной сварке или наплавке рекомендуется выбирать в зависимости от диаметра электрода и положения шва в пространстве (таблица 2,3).
Таблица 2 – Величина сварочного тока для ручной дуговой сварки, А
| Диаметр электрода, мм | Положение шва в пространстве | ||
| горизонтальное | вертикальное | потолочное | |
| 3 | 80-100 | 60-80 | 70-90 |
| 4 | 130-160 | 100-130 | 120-140 |
| 5 | 170-200 | 140-160 | 150-170 |
| 6 | 210-240 | 180-210 | - |
Необходимость термообработки после ремонта определяется в зависимости от материала и толщины стенки корпуса аппарата. Термообработка производится по режиму, указанному в паспорте аппарата. При отсутствии указаний в паспорте термообработку необходимо выполнить в соответствии с требованием раздела 10.
Таблица 3 – Величина сварочного тока для ручной дуговой наплавки, А
| Диаметр электрода, мм | Положение шва в пространстве | |
| горизонтальное | вертикальное и потолочное | |
| 2 | 30-50 | 25-40 |
| 3 | 60-80 | 55-75 |
| 4 | 120-140 | 80-120 |
| 5 | 140-160 | - |
Качество ремонта необходимо проконтролировать одним из неразрушающих методов контроля в объеме 100%.








