 2018-02-14
2018-02-14 1285
1285
Системы ЧПУ в своем развитии прошли несколько этапов определяемых уровнем совершенствования электронной техники.
В первых системах ЧПУ в основном использовались наиболее простые электронные устройства. (Широкое применение получили системы с записью управления программы на магнитной ленте). В них не применялось кодирование информации.
Значительный цикл технологической подготовки, но простота в использовании.
Второе поколение систем с ЧПУ называлось системы NC (Numerical control) т.е. системы численного управления, построенные по принципу цифровой модели. Данные системы возникли в результате перехода вычислительной техники на микросхемы.
В этих системах управленческая программа представляется в закодированном виде на перфоленте. Для данных систем характерна ориентация отдельных структурных единиц на решение соответствующих задач: интерполяцию, ввод управляющей программы, управление контурной скоростью. Появляется возможность вводить с помощью клавиатуры некоторые коррекции (на размер инструмента, на элементы режимов резания). Данные системы имеют недостаток, связанный с жесткостью их структуры, т.е. они не приспособлены для управления различными объектами. Следовательно, их количество велико, что вызывает трудность эксплуатации. В данных системах хранение информации осуществляется на перфоленте, что требует использование фотосчитывающего устройства, а это снижает надежность системы.
Широкое внедрение больших интегральных микросхем привело к появлению систем ЧПУ третьего поколения, получивших название ─ системы CNC (Computer numerical control) Особенностью этих систем является их структура, которая соответствует структуре управления ЭВМ: она включает ─ вычислительные устройства, блоки памяти, блоки ввода и вывода информации и другие элементы.
Данные системы, по сравнению с системами NC, устроены не на количестве разнообразных блоков, а на использовании различных, множество разных подпрограмм.
Системы CNC, в зависимости от их характерных черт, можно подразделить:
─HNC (Hand NC) ─ системы позволяющие вводить управляющую программу с помощью клавиатуры на панели управления, и хранить ее в памяти.
─SNC (Speiher NC) ─ системы имеющие устройство для хранения информации во внутренней памяти.
─VNC (Voice NC) ─ системы приспособленные к голосовому управлению.
Системы CNC обеспеченные полным сервисным набором называются TNC (Total NC).
Устройства ЧПУ класса CNC можно разделить по числу управляемых координат на три группы:
1) Устройства с числом координат не более 3 (2У22, 2У32, 2Р22)
2) Устройства с числом координат от 4 до 6 (2С42)
3) Устройства с числом координат свыше 6 (2С85, 2С100)
Следующий этап развития систем с ЧПУ связан с полным отказом от использования перфорирующих устройств, и объединение в общей системе, подготовку управляющей программы и изготовление изделия. Предпосылкой к созданию таких систем, т.е. 4 поколения, стало появление мини ЭВМ, которые могли отвечать за работу станков. Системы данного поколения получили название DNC(Direct NC)─системы прямого управления. Данные системы могут использоваться при управлении группой станков, а также для управления вспомогательным оборудованием (автоматическими складами заготовок, инструментальными транспортными устройствами). Эти системы используются для составления и корректировки графиков загрузки станков, выполняют функции диспетчера, ведут учет работы и простоя станков, фиксируют число обработанных деталей и другие функции.
Системы ЧПУ можно классифицировать по различным признакам.
1. В зависимости от способа управления исполнительным органом различают: позиционные, контурные и универсальные системы.
При позиционном управлении инструмент последовательно обходит ряд точек — позиций. Требуется высокая точность позиционирования, а траектория перемещения инструмента из одной позиции в другую не имеет существенного значения — это холостое перемещение.
В качестве примера на рис. 48, а показан корпус, в котором с высокой точностью должны быть обработаны отверстия. Обработка происходит не при перемещении инструмента, а при его остановке в позиции.
При контурном управлении инструмент движется без остановок и обработка совершается во время движения. Все погрешности отработки траектории переносятся на деталь.
Требуется высокая точность перемещения инструмента. В качестве примера на рис. 48,б показана обработка плоской фасонной плиты концевой фрезой. Универсальные системы управления совмещают в себе позиционное и контурное управление.
2. В зависимости от наличия обратной связи системы управления могут быть замкнутыми, или закрытыми, и разомкнутыми, или открытыми.
3. В зависимости от способа отсчета перемещения различают системы управления с абсолютным и относительным отсчетом. В первом случае отсчет ведется относительно начала системы координат: x1, y1, x2, y2 и т. д., во втором случае задаются приращения: Δx1, Δy1, Δx2, Δy2 и т. д. (рис. 48, а).
4. В зависимости от чисел управляемых координат различают одно-, двух-, трех-, четырех-, пятикоординатные системы управления. Из них какое-то число координат управляется одновременно (параллельно), а какое-то — последовательно.
5. В зависимости от элементной базы и уровня использования; ЭВМ различают системы первого, второго, третьего поколения.
37 Системы управления с распред. валами и их классификации.
Прообразом системы управления с распред. валами считаются механические копировальные системы управления. В данных системах при обработке детали 1 плоский копир 5 через щуп 4 управляет перемещением поперечного суппорта 3 с режущим инструментом и обеспечивает необходимую рабочую подачу Sпоп. При перемещении продольного суппорта 2 с подачей Sпр.
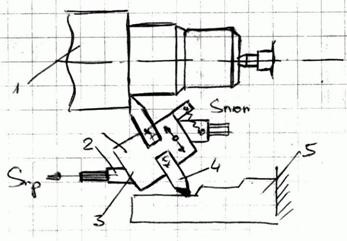
Схема механической копировальной системы управления.
Данные системы конструктивно просты и надежны, но в них большие потери на холостые ходы, которые обусловлены необходимостью возврата копира в исходное положение при повторном цикле обработки. А также они имеют повышенный износ копира из─за действия на него сил резания.
В данных системах происходит управление только работой одного инструмента. Если взять данный копир, или несколько копиров, обернуть их на цилиндр, или изготовить в виде дисковых кулачков и установить на один общий вал, то получится система с управлением большим количеством рабочих органов и надежной их синхронизации. Данная система управления и будет представлять систему с распред. валом.
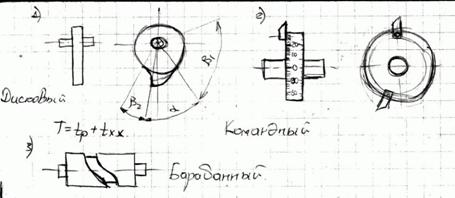
В системах с распред. валом наиболее часто используют следующие виды кулачков: дисковый, командный и барабанный.
Системы с распред. валами легко рассчитать и спроектировать т.к. можно построить подробную циклограмму работы, где будут просматриваться все холостые и рабочие движения инструмента.
α ─ рабочий участок инструмента
β1 ─ холостые движения при подводе инструмента
β2 ─ холостые движения при отводе инструмента.
Принято проектировать кулачки так, чтобы полный цикл обработки соответствовал полному обороту распред. вала.
Т─полный цикл обработки.
Все системы с РВ можно классифицировать на три группы по принципу совершения холостых ходов.
Системы управления группы I
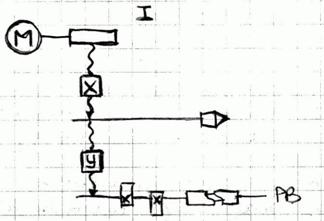
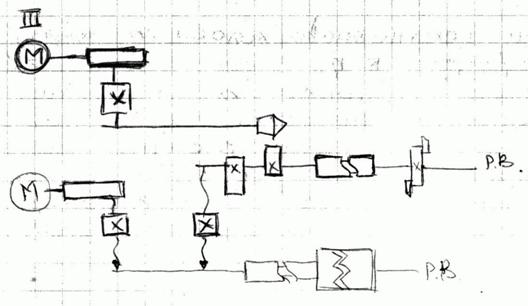
Привод вращения шпинделя, в данных системах управления и распред. вала с кулачками, осуществляется от электродвигателя через гитары сменных зубчатых колес X, Y. Особенностью этих систем управления является то, что частота вращения распред. вала для каждой настройки гитары сменных зубчатых колес Y будет постоянной в течении всего времени полного цикла, поэтому в данных системах при изменении времени рабочих ходов пропорционально изменяется и время холостых ходов.
Данные системы управления характеризуются рядом критериев:

Системы управления группы I с РВ в основном применяются в автоматах не металлорежущего типа.
Системы управления гр. II с РВ.
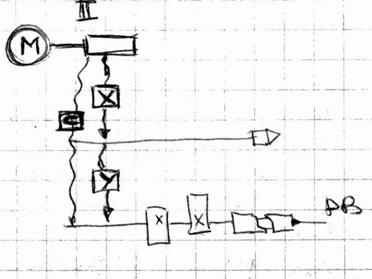
Особенностью данных систем является то, что РВ в течении полного рабочего цикла (Т) имеют две скорости вращения. Медленное вращение осуществляется при помощи гитары сменных зубчатых колёс Y для совершения рабочих ходов. Быстрое вращение РВ осуществляется при помощи гитары С для совершения ХХ. Частота вращения на ХХ является постоянной и принимается максимальной исходя из прочности механизмов ХХ.

Учитывая, что в данных системах ХХ осуществляется на максимальной скорости вращения наиболее эффективно их использовать при обработке сложных деталей из труднообрабатываемых материалов.
Системами управления гр. II с РВ в основном оснащаются многошпиндельные автоматы и полуавтоматы (1В240, 1В290).
Системы управления гр. III с РВ.
Данные системы управления представляют сочетание систем управления гр. I и гр. II. РВ в этих системах вращается как в гр. I с одной скоростью. Все ХХ осуществляются при помощи вспомогательного вала через гитару сменных зубчатых колёс С.
Системы управления III гр. Рекомендуется применять при обработке деталей средней сложности. Данными системами управления оснащаются токарно-револьверные автоматы, а также не металлорежущие автоматы и полуавтоматы.

