 2020-01-14
2020-01-14 163
163
В соответствии с заданием на курсовую работу назначаем посадки для десяти сопряжений сборочной единицы. Результаты выбора посадок представляем в виде таблицы 1.
Таблица 1 – Выбранные посадки
| Номер сопрягаемых деталей | Наименование сопрягаемых деталей | Выбранные посадки по ГОСТ 25347 – 82 (СТ СЭВ144 – 88) |
| 15 – 1 | Подшипник – вал | 30 L5/k5 |
| 15 – 6 | Подшипник – крышка | 72 H6/l5 |
| 8 – 6 | Крышка – корпус | 72 H7/k6 |
| 11 – 6 | Болт – корпус | M6 H8/m7 |
| 5 – 6 | Звездочка – корпус | 97 H7/m6 |
| 1 – 14 | Вал – манжета | 30 H8/m6 |
| 14 – 8 | Манжета – крышка | 52 E9 |
| 11 – 8 | Болт – крышка | M6 H8/js7 |
| 1 – 2 | Вал – втулка | 30 H9/js8 |
| 3 – 6 | Втулка – корпус | 72 H9/n7 |
Расшифровка буквенных обозначений посадок, расчет предельных размеров, зазоров или натягов, построение полей допусков для десяти выбранных сопряжений оформляем в виде таблицы 2
Таблица 2 – Расчет выбранных посадок
| номера Сопря-гаемых деталей | номиналь- ный размер с отклонени- ями | Предельные размеры, мм | Схемы полей допусков | |||||
| Dmax | Dmin | dmax | dmin | Smax | Smin | |||
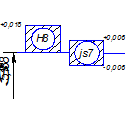
| 15-01 |

| 30,013 | 30,002 | 30 | 29,992 | 0,021 | 0,002 | 
|
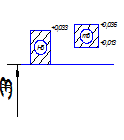
| 15-06 | 
| 72,019 | 72 | 72 | 71,991 | 0,028 | 0 | 
|
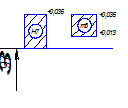
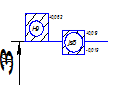
| 08-06 |

| 72,03 | 72 | 72,021 | 72,002 | 0,028 | -0,021 | 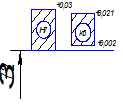
|
| 11-06 d |

| 6,022 | 6 | 6,021 | 6,006 | 0,016 | -0,021 |

|
| 11-06 d2 | 
| 5,531 | 5,513 | 5,529 | 5,517 | 0,014 | -0,016 |

|
| 11-06 d1 |

| 5,206 | 5,188 | 5,204 | 5,192 | 0,014 | -0,016 | 
| |
| 05-06 | 
| 97,035 | 97 | 97,035 | 97,013 | 0,022 | -0,035 |
| |
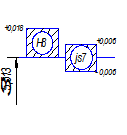
| 01-14 |

| 30,033 | 30 | 30,035 | 30,013 | 0,02 | -0,035 |
| |
| 14-08 |

| 52,154 | 52,06 | 0 | 0 | 52,154 | 52,06 |
| |

| 11-08 d |
| 6,022 | 6 | 6.007 | 5,993 | 0,029 | -0.007 |
| |||||||||
| 11-08 d2 |
| 5,531 | 5,513 | 5,519 | 5,507 | 0,024 | -0,006 |
| |||||||||
| 11-08 d1 |
| 5,206 | 5,188 | 5,194 | 5,182 | 0,024 | -0,006 |
| |||||||||
| 01-02 |
| 30,062 | 30 | 30,019 | 29,981 | 0,081 | -0,019 |
| |||||||||
| 03-06 |
| 72,074 | 72 | 72,05 | 72,02 | 0,054 | -0,05 |
| |||||||||







Производим выбор измерительных средств с учетом допустимой погрешности измерений, а также погрешности измерительных средств. Значение допустимой погрешности измерения dизм зависит от величины допуска на изготовление изделия IT, который в свою очередь связан с номинальным размером и квалитетом.
Результаты выбора измерительных средств оформляются в виде таблицы 3.
Таблица 3 – Характеристики измерительных средств
| Номера сопрягаемых деталей |

| Средства измерения | Цена деления | Пределы измерения |
| 15 – 01 | 0,011 | - | - | - |
| 0,008 | Микрометры гладкие (ГОСТ 6507-78) | 0,1 | 25-50 | |
| 15 – 6 | 0,019 | Нутромеры микрометрические (ГОСТ 10-75) | 0,01 | 75-100 |
| 0,009 | - | - | - | |
| 08 – 06 | 0,025 | Нутромеры индикаторные (ГОСТ 868-72) | 0,01 | 35-50 |
| 0,016 | Штангенциркуль (ГОСТ 166-75) | 0,05 | ||
|
| 0,042 | Нутромеры индикаторные (ГОСТ 868-72) | 0,01 | 35-50 |
| 0,043 | Штангенциркуль (ГОСТ 166-75) | 0,05 | ||
|
| 0,021 | Нутромеры индикаторные (ГОСТ 868-72) | 0,01 | 35-50 |
| 0,013 | Микрометры рычажные (ГОСТ 4381-68) | 0,01 | 25-50 | |
|
| 0,021 | Нутромеры индикаторные (ГОСТ 868-72) | 0,01 | 35-50 |
| 0,013 | Микрометры рычажные (ГОСТ 4381-68) | 0,01 | 25-50 | |
|
| 0,062 | Индикаторы часового типа (ГОСТ 166-75) | 0,01 | |
| 0,062 | Штангенциркуль (ГОСТ 166-75) | 0,05 | ||
|
| 0,039 | Нутромеры индикаторные (ГОСТ 868-72) | 0,01 | 35-50 |
| 0,025 | Микрометры гладкие (ГОСТ 6507-78) | 0,1 | 25-50 | |
|
| - | |||
| 0,013 | ||||
|
| - | Микроскопы нструмент. ММИ и БМИ(ГОСТ 2014-71) | 0,005 | 0-25 |
| - |








