 2020-06-08
2020-06-08 109
109Для расчета выбираем фрезу торцовую из быстрорежущей стали для обработки плоской поверхности на операции 002 – карусельно-фрезерная.
Рис. 10.1 – фреза торцовая насадная из быстрорежущей стали.
Конструкцию фрезы рекомендуется выбирать по ГОСТ 9304-69, присоединительные размеры – по ГОСТ 27066-86.
1) Исходные данные:
· Заготовка – отливка;
· Материал заготовки – алюминиевый сплав АК7М2Мг;
· Предел прочности материала заготовки – σв = 300 Мпа;
· Твердость материала заготовки – HB 85;
· Требуемая шероховатость – Ra 10;
· Ширина обрабатываемой поверхности – B = 85 мм;
· Расстояние между оправками – l = 500 мм;
· Общий припуск на обработку – h = 2 мм;
· Глубина резания – t = 2 мм;
· Характер обработки – окончательная; торцовое фрезерование плоской поверхности;
· Модель станка – Карусельно-фрезерный 621;
2) Расчет диаметра фрезы:
Диаметр фрезы рассчитываем по формуле:

В = 1,5 85= 127,5
Выбираем ближайший больший диаметр фрезы из стандартного ряда при знаменателе прогрессии φ = 1,26: [10, стр. 20]

3) Выбор подачи:
Sz = 0,048 мм/зуб; [10, стр. 23, табл. 3.3]
4) Расчет диаметра фрезы под оправку:
M 𝛴 – суммарный момент при изгибе и скручивании оправки, Н·м;
𝜎и.д. = 250 МПа – допустимое напряжение на изгиб оправки; [10, стр. 23]

R – равнодействующая сил, Н;
R = 1,41· Pz;
l = 500 мм – расстояние между опорами фрезерной оправки, мм;
Pz – сила резания при фрезеровании, Н;

Сp – постоянная, значение берется из справочника;
xp, yp, qp – показатели степени для конкретных условий обработки для каждой из составляющих силы резания;
B – ширина фрезерования, мм;
S – подача на зуб, мм;
z – число зубьев фрезы, принимаем равное 10;
D – наружный диаметр фрезы, мм;
t – глубина резания, мм.
Сp  = 825; xp = 1,0; yp = 0,75; qp = 1,3; [5, стр. 291]
= 825; xp = 1,0; yp = 0,75; qp = 1,3; [5, стр. 291]

R = 1,41· 3002 = 4232,9 Н;

Рассчитанное значение диаметра посадочного отверстия округляем до целого и принимаем ближайший диаметр отверстия фрезы по ГОСТ 9472-90:
da = 32 мм;
5) Корректировка значения заданного числа зубьев фрезы.

m – коэффициент, зависящий от типа фрезы;
m = 1,05; [10, стр. 24, табл. 3.4]

Принимаем число зубьев z = 12.
6) Определение шага зубьев фрезы.
Окружной шаг:

Осевой шаг:

 [10, стр. 25, табл. 3.5]
[10, стр. 25, табл. 3.5]

7) Проверка рассчитанных величин z и  на условие равномерного фрезерования.
на условие равномерного фрезерования.
Процесс фрезерования можно считать равномерным при выполнении следующего условия:


Коэффициент K близок по значению к целому, следовательно, условие выполняется.
8) Выбор шпоночного паза:
По ГОСТ 9472-90 выбираем размеры шпоночного паза:
| a, мм | b, мм | c, мм | c1, мм | e, мм | r, мм | r1, мм |
| 8 | 7 | 27,0-0,2 | 34,8+0,2 | 0,25+0,15 | 1,2-0,3 | 0,25-0,09 |
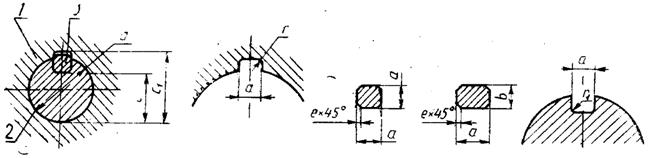
Рис. 10.2 – геометрические параметры шпоночного паза.
9) Определяем геометрические параметры рабочей части фрезы:
χ = 45°;
χ1 = 45°;
Параметры режущей части ножей фрезы по ГОСТ 24359-80:
α = 12° – главный задний угол;
γ = 3° – передний угол;
φ = 30° – главный угол в плане;
α1 = 18° – вспомогательный задний угол;
λ = 9° – угол наклона главной режущей кромки;
L = 42 мм;
H = 18 мм;
B = 12 мм;
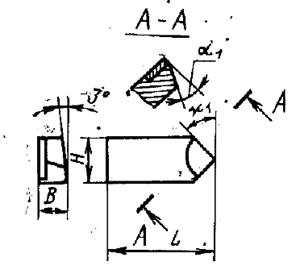
Рис. 10.3 – геометрические параметры ножей.
10) Выбор основных размеров клиньев по ГОСТ 24359-80:
L = 30 мм;
B 1 = 7,2 мм;
H = 15 мм;

Рис. 10.4 – клин.
11) Выбираем материал фрезы:
· корпуса – сталь 40Х;
· ножей – твердый сплав марки BК8;
· клиньев – углеродистая сталь У7.
Назначаем твёрдость деталей фрезы после термической обработки:
· корпуса 30-40 HB;
· режущей части ножей 60-65 HRCЭ;
· клиньев НRCЭ 40-50.
12) Допуски и на основные элементы фрезы и другие технические требования принимаем по ГОСТ 8721 – 69*, предельные отклонения размеров рифлений – по ГОСТ 2568 – 71*.
Заключение
В данном курсовом проекте был разработан технологический процесс механической обработки корпуса воздухораспределителя. Были рассчитаны припуски на обработку данной детали, режимы резания, был произведен расчет приспособления, применяемого в данном технологическом процессе, выявлена и рассчитана размерная цепь, а так же рассчитан и спроектирован металлорежущий инструмент.
В результате выполнения работы организовывалась работа с технологической документацией, с технической литературой и ГОСТами.








