 2020-07-12
2020-07-12 845
845Размеры двух любых деталей, взятых из одной партии, различны. У деталей одной партии, изготовленных в одинаковых условиях, можно установить максимальное значение разности их размеров.
Неточность обработки поверхностей является результатом влияния различных факторов, которые вызывают погрешности.
Теорией и практиком технологии машиностроения установлено, что действие этих факторов характеризуется полем рассеивания размеров и законом распределения размеров (кривая распределения и характеризующие ее параметры). На основании этого закона при решении практических задач, применяют методы, рекомендуемые математической статистикой и теорией вероятности. Пользуясь этими методами, можно расчетно-аналитическим путем определить наиболее вероятные значения размеров обрабатываемой заготовки при данных условиях обработки.
В зависимости от степени влияния различных факторов, действующих в процессе получения размеров, можно получить весьма разнообразные формы кривых, характеризующих законы распределения. Наиболее характерными являются:
- Закон равной вероятности (а),
- Закон возрастающей вероятности (б),
- Закон треугольника (закон Симпсона) (в),
- Нормальный закон распределения (закон Гаусса) (г),
- Закон Рэлея (д).
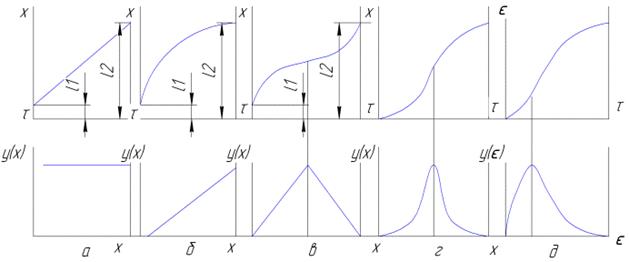
Рис. Законы распределения: х – случайные значения размера, τ – время, у – плотность вероятности.
Верхние графики законов являются функциями распределения – интегральной формой закона, а нижние – представляют плотность вероятности – дифференциальную форму закона. Последняя обычно и используется для анализа точности обработки.
Представленные законы проявляются в зависимости от характера выполняемой операции (метод обработки, вид параметра, его действительная точность).
Закон равной вероятности получения размеров деталей одной партии показывает, что при выбранных методе обработки и оборудовании размер зависит только от одного из факторов, например износа режущего инструмента. Однако, это возможно, если действия всех остальных факторов несущественны и не влияют на изменение размеров заготовок.
Если кроме износа режущего инструмента установлено, что жесткость технологической системы недостаточна, и в связи с износом элементов системы появляется дополнительная ее деформация, то размер детали может изменяться во времени уже по другому закону. При суммарном действии этих двух факторов закон распределения размера деталей имеет форму треугольника - закон Симпсона.
Однако, если влияние всех факторов в процессе обработки заготовок одинаково и ни один из них не является ярко выраженным, получение наперед заданного размера в данный момент времени при изготовлении данной партии деталей не может быть обеспечено. Однако при этом представляется возможным установить наиболее вероятный ожидаемый размер заготовок в данной партии по закону Гаусса. Этот размер располагается в середине поля рассеивания, которое и характеризует технологический процесс, выбранный для обеспечения заданного размера.
Если один или несколько факторов является ярко выраженным, то применяется закон Рэлея. Он описывает распределение существенно-положительных погрешностей (несоосности, биения, конусности, бочкообразности и т.п.).
Знание этих законов позволяет:
- прогнозировать ход операции, своевременно вмешиваясь в него с целью не допустить брак;
- дать заключение о точностных возможностях применяемого метода обработки и их соответствия требуемой точности изготовления;
- выполнить динамическую, более оптимальную настройку режущего инструмента.








