 2020-07-12
2020-07-12 541
541ТЕМА: Физические и химические основы процессов пайки и лужения. Технология выполнения работ, связанных с процессом пайки и лужения.
Цели занятия-
1.научиться производить подготовку электрических изделий к пайке и выполнять непосредственную пайку электрических соединений.
2. формировать познавательный интерес у обучающихся к работе с электрооборудованием.
Входной контроль:
1. В чем особенность подготовки паяльника к работе?
2. Какие припои вы знаете? В чем их отличие?
3. Что называют процессом лужения?
4. Какие химические процессы происходят при подготовке материала к пайке?
ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Пайка — технологический процесс соединения металлических (или металлизированных) деталей расплавленным припоем, который, затвердевая, скрепляет спаиваемые детали. Соединение деталей происходит вследствие диффузии припоя в основной металл без расплавлена последнего. При этом температура плавления припоя значительно ниже температуры плавления основного металла.
Пайка - сложный физико-химический процесс получения соединения в результате взаимодействия твердого паяемого (основного) и жидкого присадочного металла (припоя)
Паяное соединение неоднородно по строению и составу. Паяный шов включают в себя спаи, диффузионные зоны и место припоя кристаллизовавшегося в зазоре между деталями с прикристаллизованными ионами.
Спай – переходный слой, образующийся в результате вследствие физико-химического взаимодействия расплавленного припоя с паяемым металлом. Контактная поверхность плавится в результате теплообмена с припоем.
Диффузионная зона – результат взаимной диффузии припоя и паяемого металла.
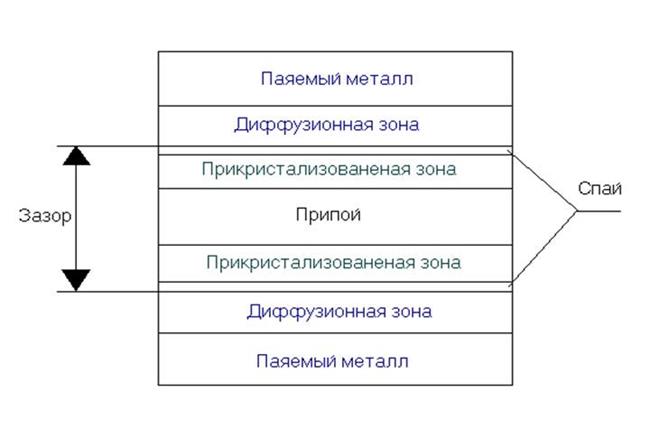
Прикристаллизованная зона – результат концентрирования в области спая тугоплавких компонентов при кристаллизации расплава.
Прочностные характеристики паяного соединения определяется возникновением химических связей между пограничными слоями припоя и паяемого металла (адгезией), а также сцеплением частиц внутри припоя или паяемого металла между собой (когезией).
Особенности процесса кристаллизации вызваны:
· Малым зазором (0,05…0,07 мм) между деталями;
· Различием химических составов припоя и паяемого металла;
· Кратковременностью физико-химических взаимодействий между соединяемыми металлами расплавом припоя и газовой средой.
Вследствие малого зазора, в процессе пайки между деталями образуется незначительное количество жидкого припоя, активно взаимодействующего с паяемыми металлами. В жидкий припой, вследствие диффузии, попадают примеси, а в металл переходят некоторые компоненты припоя. Изменение жидкой фазы приводит к изменению структуры металла шва и температуры кристаллизации.
Кристаллизацию шва рассматривают как двустороннее, направленное к центру, заращивание зазора. Характер кристаллизации определяется скоростью остывания и величиной зазора.
При пайке получают соединения с межатомными связями с помощью нагрева их до температуры ниже температуры их автономного плавления, смачиванием поверхностей расплавом припоя с дальнейшим затеканием его в зазор и кристаллизацией. При этом имеет место взаимодействие:
Паяемый материал- расплав припоя – расплав флюса
при температуре ниже плавления паяемых материалов.
Припои — это некоторые цветные металлы и их -сплавы. В зависимости от механических свойств припои принято делить на мягкие и твердые.
Мягкими называют легкоплавкие припои с температурой плавления примерно до 400°С. Эти припои имеют малый предел прочности при растяжении — обычно не выше 50 — 70 МПа. Наиболее распространенными являются оловянно-свинцовые припои с содержанием олова от 18 до 90% марок ПОС-18 — ПОС-90. Надежное контактное соединение дает припой ПОС-30. Он имеет большую жидкотекучесть и дает лучшую смачиваемость поверхности в сравнении с менее дорогим ПОС-18. Для пайки алюминиевых деталей применяются оловянно-цинковые и другие припои.
Твердые припои имеют температуру плавления выше 500°С. Они имеют предел прочности при растяжении до 500 МПа. Наиболее распространенными являются медно-цинковые припои ПМЦ, медно-серебряные ПСР и медно-фосфористые ПМФ, в частности ПМФ-7 (последние припои не требуют флюса при пайке медных деталей).
Технологический процесс пайки состоит из следующих операций: подготовки поверхностей деталей, покрытия спаиваемых поверхностей флюсом, лужения поверхностей, пайки.
Подготовка поверхностей деталей заключается в удалении загрязнений жировых и окисных пленок
Подготовка поверхностей деталей к пайке включает механическую, химическую или электрохимическую очистки от оксидов, загрязнений органического и минерального происхождения, а также нанесение покрытий, улучшающих условия пайки или повышающих прочность и коррозионную стойкость паяных соединений.
Удаление продуктов коррозии и оксидных пленок механическим способом производят с помощью режущего инструмента (напильника, шлифовального круга, шабера), а также наждачной бумаги, проволочной сетки. Для повышения производительности при обработке протяженных или сложнопрофилированных изделий применяют гидроабразивную очистку с помощью струи жидкости или вращающихся щеток из синтетического материала с добавлением в моющий состав абразивных частиц. Образование шероховатой поверхности после механической обработки способствует увеличению растекания припоя, так как риски на поверхности являются мельчайшими капиллярами. Удаление поверхностных пленок, препятствующих смачиванию расплавленным припоем, осуществляется как химическими, так и электрохимическими способами. Химическое обезжиривание деталей проводят в 5 % -м растворе щелочи или в органических растворителях (ацетон, бензин, спирт, четыреххлористый углерод), спиртобензиновых и спиртофреоновых смесях путем протирки, погружения, распыления, обработки в паровой фазе или ультразвуковой ванне.Для ультразвукового обезжиривания используют ванны УЗВ-0,1, УЗВ-0,25, УЗВ-0,4, работающие на частотах 18--22 кГц в докавитационном режиме, который обеспечивает получение интенсивных микропотоков в моющей жидкости, что гарантирует высокое качество очистки мелких деталей и ускоряет процесс в 5--10 раз.Толстые слои оксидных пленок удаляют травлением в растворах кислот или щелочей. Состав раствора определяется видом металла, толщиной оксидной пленки и требуемой скоростью травления. Электрохимическое травление ускоряет процесс растворения оксидных пленок и проводится при плотности тока 2--5 А/дм2. После травления детали тщательно промывают в нейтрализующих растворах.Очищенные детали необходимо немедленно направлять на сборку и пайку, так как паяемость меди сохраняется 3--5 сут, а серебра 10--15 сут. Поэтому для обеспечения межоперационного хранения деталей и компонентов ЭА на их поверхности наносят металлические покрытия, которые улучшают процесс смачивания припоем и сохраняют паяемость в течение длительного времени. В качестве таких покрытий используют легкоплавкие припои (ПОС 61, ПОСВ 33 и др.), сплавы олова с висмутом или никелем, золото, серебро, палладий и другие металлы, которые наносят погружением в расплав, гальваническим или термовакуумным осаждением, а также плакированием. При первом методе погружение производят в расплавы припоев после предварительного флюсования. Гальванические покрытия благородными металлами наносят толщиной 3--6 мкм, остальными -- 6--9 мкм. Пленки, полученные термовакуумным осаждением, отличаются высокой равномерностью, отсутствием окисления покрытия, однако имеют малую толщину (0,1--1,0 мкм). Плакирование осуществляется совместной прокаткой паяемого металла и металла покрытия; при этом обеспечивается равномерная толщина покрытия (100--150 мкм). После выполнения подготовительных операций или межоперационного хранения контролируется пригодность деталей к пайке путем оценки паяемости. Активация паяемых поверхностей необходима для физико-химического взаимодействия атомов основного металла и припоя. Существуют три способа переноса энергии в форме теплоты: теплопроводностью, конвекцией и излучением. Перенос теплоты при пайке паяльником осуществляется за счет теплопроводности паяльного жала, которое служит аккумулятором теплоты, выделяемой нагревателем.
Покрытие поверхностей флюсом производится непосредственно перед лужением и пайкой.
Флюс образует жидкую и газообразную защитную зону, предохраняющую поверхность металла и расплавленного припоя от окисления. Кроме того, он растворяет пленки окислов и загрязнения, образуя шлак, который легко удаляется. Большинство флюсов способствует лучшему смачиванию расплавленным припоем спаиваемой поверхности и уменьшает поверхностное натяжение припоя. По действию на металл флюсы разделяются на кислотные (хлористый цинк и флюсы на его основе);
бескислотные (канифоль и флюсы на ее основе), активированные (на основе канифоли с добавкой некоторых реактивов и кислот, применяются для металлов, плохо поддающихся лужению и пайке) и др. При пайке твердыми припоями в качестве флюса применяются бура и флюсы на ее основе. Остатки флюса и шлак для предотвращения коррозии места пайки необходимо тщательно удалять механическим путем и промывкой. Исключение представляют канифольные флюсы, которые нет необходимости удалять. Поэтому они применяются для пайки изолированных проводов, которые нельзя промывать.
Лужение — это покрытие поверхности металла пленкой мягкого припоя или олова, которое производят электропаяльником погружением в ванну с расплавленным металлом, в том числе и в ультразвуковую (рис. 10-13), а также в гальваническую ванну. При лужении необходимо применять флюс (кроме гальванического лужения). Флюс и шлак после окончания процесса необходимо удалить.
При ультразвуковой пайке кавитационные пузырьки тщательно очищают поверхность, обеспечивая прочную пайку, в том числе и алюминиевых деталей.
Процесс пайки заключается в прогревании места
соединения деталей до температуры выше температуры плавления припоя и в выдержке спаиваемых деталей в сжатом состоянии до полного затвердевания припоя. После этого остатки флюса и шлак необходимо удалять. Способы пайки:
а) пайка мягкими припоями производится теми же способами, что и лужение, за исключением гальванического;
б) пайка алюминиевых деталей производится:
электро- и ультразвуковым паяльником, паяльной лампой, газовой горелкой, погружением в ванну или ванночку с расплавленным металлом, в том числе ультразвуковую;
в) пайка твердыми припоями производится: паяльной лампой, газовой горелкой, токами высокой частоты, на машинах для контактной электросварки с угольными электродами, в печах (камерных, конвейерных и др.).
Содержание отчета:
1.Записать наименование работы, цель
2.Вычертить эскиз соединения проводов пайкой.
3. Составить заявку на материалы и инструменты для монтажа соединений пайкой.
4.Ответить на контрольные вопросы.
5.Сделать вывод по работе.
Выходной контроль:
1.Какими способами можно получить неразъемные соединения?
2.Для чего делают облуживание?
3. Какие виды паяльных швов Вы знаете?
4.На какие виды делится пайка мягкими припоями?
5.Какие флюсы используют при бескислотной пайке? В чем заключается подготовка изделий к паянию?
6.Для чего применяют флюсы?
7.Каким преимуществом обладает канифоль, по сравнению с другими флюсами, благодаря которому она предпочтительна для пайки электро — и радиоаппаратуры?
КОНТРОЛЬНЫЕ ВОПРОСЫ
Карточка № 1
1. В какой последовательности производят пайку мягкими припоями? 2. Из каких компонентов состоит мягкий припой? 3. Почему не следует допускать перегрева паяльника? 4. Выберите из перечисленных флюсов для пайки припоем ПОС-40: а) канифоль; б) бура; в) борная кислота 5. Какие правила техники безопасности нужно соблюдать при паянии шва мягкими припоями?
Карточка № 2
1. Какие компоненты, и в каких количествах входят в состав припоев: ПМЦ-48, ПМЦ-36? 2. В какой последовательности выполняют пайку твердыми припоями? 3. Перечислите дефекты, которые могут появиться, если при паянии: а)не удалена окисная пленка с поверхности деталей; б)детали недостаточно нагреты; в) велик зазор между деталями15 4. С какой целью в мягкий припой вводят добавки? 5. Способы лужения.








