 2020-09-24
2020-09-24 207
207Методы получения изделий из пластмасс в высокоэластичном состоянии применяют в основном для формоизменения листовой или трубной заготовки. Для перехода листового материала в высокоэластичное состояние применяют предварительный нагрев, а для формообразования изделия - давление, зависящее от природы и толщины материала. К этим методам относят пневматическую формовку (формовку сжатым воздухом и вакуумирование), формоизменяющую штамповку и комбинированные методы.
Пневматическая формовка через протяжное кольцо.
Пневматическую формовку через протяжное кольцо осуществляют деформированием заготовки сжатым воздухом или инертным газом. Заготовку, нагретую в термостате до требуемой температуры, укладывают на подогретое опорное кольцо и зажимают. В камере создают избыточное давление подогретым сжатым воздухом. После формования готовую деталь выдерживают под давлением до отверждения. Глубину формовки контролируют автоматически.
Вакуумная формовка в жесткие формы.
Вакуумная формовка в жесткие формы применяется при изготовлении деталей сложной пространственной формы, которые не могут быть получены свободной формовкой. При этом методе деталь формуется до упора, т.е. соприкосновения с жесткой формой (рис. 6, а).
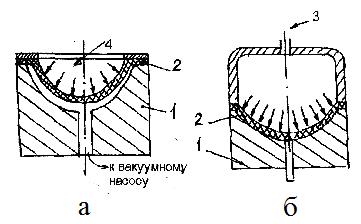
Рис. 6. Схема вакуумного (а) и пневматического (б) формования в жестких формах: 1 – матрица; 2 – формуемое изделие; 3 – сжатый воздух;
4 – атмосферный воздух
Различают два способа вакуумной формовки в жесткие формы: негативный, при котором заготовка втягивается в углубление формы, и позитивный, при котором заготовка формуется по поверхности вогнутой формы.
Негативный способ обычно применяют при изготовлении деталей с небольшой глубиной вытяжки. В результате неравномерного напряженного состояния, возникающего при формовке, получаемые изделия имеют неравномерную толщину стенки. В начальный момент формовки образуется сфера, которая на отдельных участках контактирует с формой. В местах контакта происходит охлаждение материала, в результате чего снижается пластичность.
Пластическая формовка в жесткие формы (позитивные способ) (рис. 6, б) применяется для изготовления крупногабаритных деталей из листовых термопластов при избыточном давлении (1…26 МПа) сжатого воздуха.
В начальной стадии процесса нагретая листовая заготовка предварительно формуется под низким давлением для обеспечения герметизации. Затем проводят окончательное формование при требуемом давлении. Отформованную заготовку охлаждают в форме под давлением. Разновидностью этого способа является выдувание для получения различных емкостей бытового и технического назначения из полиэтилена и других материалов.








