 2020-10-11
2020-10-11 274
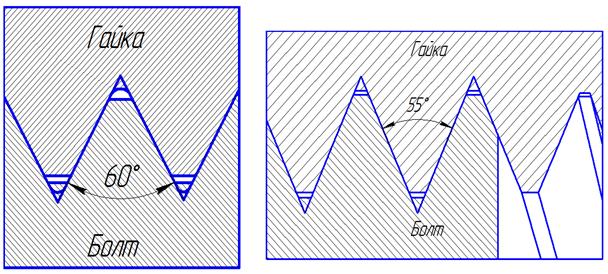
274Резьбы подразделяются на цилиндрические и конические. Основным видом цилиндрической резьбы является метрическая резьба (рисунок 9.1 а), регламентированная ГОСТ 9150-81.Метрическая резьба применяется главным образом в качестве крепежной резьбы. По величине шага эту резьбу делят на резьбу с крупным и мелким шагам. Номинальные диаметры и шаги метрических резьб определены ГОСТ 8724 - 81 (таблица 9.1).
Для резьбовых метрических соединений диаметром от 1 до 600 мм по ГОСТ 16093 - 81 установлены три класса точности: точный, средний и грубый.
Ограниченно применяют стандартную дюймовую резьбу (рисунок. 9.1 б) по НКТП 1260, которые имеет широкое применение за рубежом. Дюймовая резьба имеет угол профиля 55°, плоскосрезанные вершины и впадины по наружному и внутреннему диаметрам. Применение дюймовой резьбы во вновь проектируемых машинах и механизмах в России запрещено.
Кроме указанных резьб, используют специальные резьбы: трубную, трапецеидальную, коническую, упорную.
Трубная цилиндрическая резьба (рисунок 9.1 г) применяется в соединениях труб, арматуры, трубопроводов и т.п. Трубная резьба представляет собой измельченную по шагу дюймовую резьбу с закругленными впадинами. Номинальный диаметр, которым обозначается трубная резьба, определяет внутренний диаметр трубы (в свету) Трапецеидальную резьбу (рисунок 9.1 в) применяют в резьбовых соединениях, осуществляющих механическое перемещение (ходовые и грузовые винты) с наименьшим трением. Минимальное трение обеспечивается за счет гарантированного зазора по боковым сторонам. Упорную резьбу (рисунок 9.2 в) применяют в резьбовых соединениях, испытывающих большое одностороннее давление
Таблица 9.1
Ряды номинальных диаметров и шаги метрической резьбы
(ГОСТ 8724-81)
| Номинальный диаметр резьбы | Шаг резьбы, мм | |
| Крупный | Мелкий | |
| Первый ряд | ||
| 0,25 | 0,075 | - |
| 0,30 | 0,080 | - |
| 0,40 | 0,100 | - |
| 0,50 | 0,125 | - |
| 0,60 | 0,150 | - |
| 0,80 | 0,200 | - |
| 1; 1,2 | 0,25 | 0,2 |
| 1,6 | 0,35 | 0,2 |
| 2,0 | 0,40 | 0,25 |
| 2,5 | 0,45 | 0,35 |
| 3,0 | 0,50 | 0,35 |
| 4,0 | 0,70 | 0,50 |
| 5 | 0,8 | 0,50 |
| 6 | 1 | 0,75; 0,5 |
| 8 | 1,25 | 1; 0,75; 0,5 |
| 10 | 1,5 | 1,25; 1; 0,75; 0,5 |
| 12 | 1,75 | 1,5; 1,25; 1; 0,75; 0,5 |
| 16 | 2 | 1,5; 1; 0,75; 0,5 |
| 20 | 2,5 | 2; 1,5; 1; 0,75; 0,5 |
| 24 | 3 | 2; 1,5; 1; 0,75 |
| 30 | 3,5 | (3); 2; 1,5; 1; 0,75 |
| 36 | 4 | 3; 2; 1,5; 1 |
| 42 | 4,5 | 3; 2; 1,5; 1 |
| 48 | 5 | (4); 3; 2; 1,5; 1 |
| 56 | 5,5 | 4; 3; 2; 1,5; 1 |
| 64 | 6 | 4; 3; 2; 1,5; 1 |
| 72; 80 | - | (6); 4; 3; 2; 1,5; 1 |
| 90; 100; 110;125; 140 | - | (6); 4; 3; 2; 1,5; 1 |
| 160; 180; 200 | - | 6; 4; 3; 2 |
| 220; 250; 280 | - | 6; 4; 3; 2 |
| 320; 360; 400 | - | 6; 4 |
| 450; 500; 550; 600 | - | 6 |
Продолжение таблицы 9.1
| Номинальный диаметр резьбы | Шаг резьбы, мм | |
| Крупный | Мелкий | |
| Второй ряд | ||
| 0,35 | 0,9 | - |
| 0,45 | 0,10 | - |
| 0,55 | 0,125 | - |
| 0,7 | 0,175 | - |
| 0,9 | 0,225 | - |
| 1,1 | 0,25 | 0,2 |
| 1,4 | 0,3 | 0,2 |
| 1,8 | 0,35 | 0,2 |
| 2,2 | 0,45 | 0,25 |
| 3,5 | (0,6) | 0,35 |
| 14 | 2 | 1,5; 1,25; 1; 0,75; 0,5 |
| 18; 22 | 2,5 | 2; 1,5;1; 0,75;0,5 |
| 27 | 3 | 2; 1,5; 1; 0,75 |
| 33 | 3,5 | (3); 2; 1,5; 1; 0,75 |
| 39 | 4 | (3); 2; 1,5; 1 |
| 45 | 4,5 | (4); 3; 2; 1,5; 1 |
| 52 | 5 | (4); 3; 2; 1,5; 1 |
| 60 | (5,5) | 4; 3; 2; 1,5; 1 |
| 68 | 6 | 4; 3; 2; 1,5; 1 |
| 76 | - | 6; 4; 3; 2; 1,5; 1 |
| 85; 95; 105; 115; 120 | - | 6; 4; 3; 2; 1,5 |
| 130; 150; 170; 190; 210 | - | 6; 4; 3; 2; 1,5 |
| 240; 260; 300 | - | 6; 4; 3 |
| 340; 380 | - | 6; 4 |
| 420; 480; 520; 580 | - | 6 |
| Третий ряд | ||
| (5,5) | - | 0,5 |
| 7 | 1 | 0,75; 0,5 |
| 9 | (1,25) | 1; 0,75; 0,5 |
| 11 | - | 1; 0,75; 0,5 |
| 15; 17 | - | 1,5; (1) |
| 25 | - | 2; 1,5; (1) |
| (26); 35; (38) | - | 1,5 |
| (28) | - | 2; 1,5; 1 |
| (32) | - | 2; 1,5 |
| 40; 50 | - | (3); (2); 1,5 |
Продолжение таблицы9.1
| Номинальный диаметр резьбы | Шаг резьбы, мм | |
| Крупный | Мелкий | |
| 55; 58; 62; 65; 75 | - | (4); (3); 2; 1,5 |
| 70 | - | (6); (4); (3); 2; 1,5 |
| (78); (80) | - | 2 |
| 135; 145 | - | 6; 4; 3; 2; 1 |
| 155; 165; 175; 185; 195 | - | 6; 4; 3; 2 |
| 205; 215; 225 | - | 6; 4; 3 |
| 230; 235; 245; 255; 265 | - | 6; 4; 3 |
| 270; 275; 285; 290; 295 | - | 6; 4 |
| 310; 330; 350; 370; 390 | - | 6 |
| 410; 430; 440; 460; 470 | - | 6 |
| 490; 510; 530; 540; 560 | - | 6 |
| 570; 590 | - | 6 |
Примечания:
1. При выборе диаметров резьбы следует предпочитать первый ряд ряду второму, ряд второй ряду третьему.
2. Диаметры и шаги резьб, заключенные в скобки, по возможности не применять.
3. Резьбу М14x1,5 – только для стопорных гаек шарикоподшипников.
|
| |
| а | б |
|
| |
| в | г |
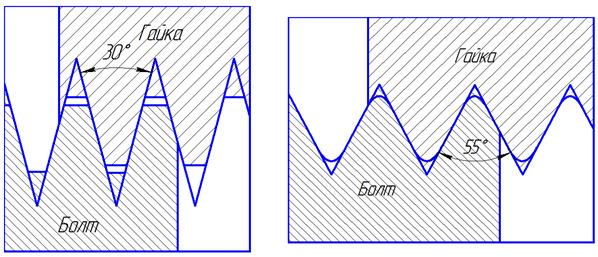
Рисунок 9.1 – Профили резьб:
а) метрическая; б) дюймовая; в) трапецеидальная; г) трубная

а)

б)

в)
в)
Рис.2 Профили резьб.
Рисунок 9.2 – Профили резьб:
а) трубная коническая; б) коническая дюймовая; в) упорная
(в винтовых прессах, специальных нажимных винтах, крюках подъемных кранов и др.). Исходя из технологических соображений рабочий угол принят равным 3°, задний угол равен 30°.У впадин резьбы винта приняты закругления для уменьшения концентрации напряжения.
Если необходимо обеспечить в трубных соединениях плотность (герметичность) соединения без специальных уплотняющих материалов, применяют, как правило конические резьбы. Наиболее распространенным видом является трубная коническая резьба, (рисунок 9.2 а), профиль которой соответствует закругленному профилю трубной цилиндрической резьбы. Шаг резьбы измеряется параллельно оси трубы, биссектриса угла профиля перпендикулярна к оси трубы. Коническая дюймовая резьба (рисунок 9.2 б) имеет угол профиля 60° и притупление вершины и впадины; притупления витков этой резьбы значительно меньше притуплений метрической крепежной резьбы, что обеспечивает непроницаемость соединения.
В зависимости от назначения и характера работы, резьбовые соединения разделяют на неподвижные и кинематические. К первым относятся обычные резьбовые соединения (болт - гайка), соединения труб и т.п., а ко вторым - ходовые винты, грузовые винты.
Перечень наиболее распространенных резьб, применяемых при изготовлении машин и технологического оборудования приведен в таблице 2.
Таблица 9.2
Наиболее распространенные резьбы, применяемые в машинах и технологическом оборудовании
| Резьба | Стандарты на параметры резьбы | Интервалы диаметров, мм | Интервалы шагов, мм | Стандарты на допуски резьбы | Классы (степени) точности резьбы |
| Метрическая для диаметров от 0.25 до 09 мм | ГОСТ 9000-81 8724-81 | 0.25-0.9 | 0.075-0.225 | ГОСТ 9000-81 | внутренняя: 4H;3G наружная 5h |
| Метрическая для диаметров от 1 до 600 мм | ГОСТ 9150-81 8724- 81 | 1-600 | 0.25 -6 | ГОСТ 16093 -81 | Точный, средний, грубый |
| Метрическая с зазорами | ГОСТ 9150-81 | 5-45 | 0.8-45 | внутренняя: 5Н; 4Н; ЗН наружная: 2m;4jk;4j,4jh | |
| Метрическая с натягом | ГОСТ 4608 - 81 | 5-45 | 0.8-3 | ГОСТ 4608-81 | внутренняя: 2Н наружная 2г; Зр, Зn |
| Дюймовая | НКТП 1260 | 3/16 - 4" | 12-3 нитки на 1" | НКТП 1261 | 2, 3 |
| Трапецеидальная однозаходная | ГОСТ 9484 - 8 1 | 8-640 | 1.5-48 | ГОСТ 9562-81 | внутренняя: 7Н, 7Н, 8Н наружная 7g,7e,8c,8c |
| Упорная однозаходная | ГОСТ 10177-81 | 10 - 600 | 2-48 | ГОСТ 10177-82 | 1,2 |
| Трубная цилиндрическая | ГОСТ 6357-81 | 1/8-6" | 28-11 ниток на 1" | ГОСТ 6357-81 | А,В |
| Коническая дюймовая с углом профиля 60° | ГОСТ 6111-52 | 1/16-2" | 27-11 1/2 ниток на 1" | ГОСТ 6111-52 | Одна степень точности |
| Трубная коническая с углом профиля 55° | ГОСТ 6211-81 | 1/8-6" | 28- 11 ниток на 1" | ГОСТ 6211 -81 | А |








