 2020-10-10
2020-10-10 2070
2070Сваркой называется технологический процесс получения неразъёмных соединений материалов путём создания межатомных связей в результате совместной кристаллизации после расплавления, местной пластической деформации и диффузии атомов между свариваемыми частями.
· По признаку применяемого вида активации для образования межатомных связей в неразъемном соединении различают два вида сварки – сварку плавлением и сварку давлением.
· Сущность сварки плавлением состоит в том, что посредством внешнего источника тепла оплавляются кромки свариваемых частей, создается общий объем жидкого металла, который называется сварочной ванной. В процессе кристаллизации при охлаждении металла сварочной ванны образуется сварной шов (рис. 1).
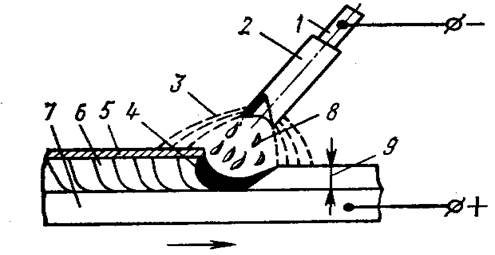
Рис.1. Схема ручной дуговой сварки металлическим электродом с покрытием (стрелкой показано направление сварки):
1 - металлический стержень; 2 - покрытие электрода;
3 - газовая атмосфера дуги;
4 - сварочная ванна;
5 - затвердевший шлак;
6 - закристаллизовавшийся металл шва;
7 - основной металл (изделие);
8 - капли расплавленного электродного металла;
9 - глубина проплавления;
Сущность сварки давлением состоит в пластическом деформировании металла по кромкам свариваемых частей статической или ударной нагрузкой (рис.2).
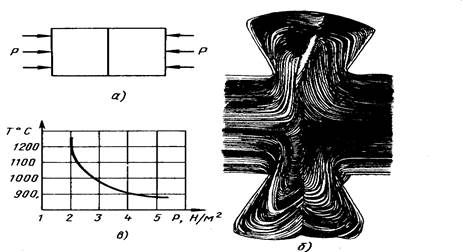
Для облегчения пластической деформации по кромкам, зачастую сварку давлением выполняют с местным нагревом.
Рис.2. Соединение деталей сваркой давлением
без внешнего нагрева:
а - заготовки перед сваркой;
б - после сварки (макроструктура соединения алюминия);
в - оптимальная зависимость между температурой нагрева и давлением для железа;
КРАТКАЯ ХАРАКТЕРИСТИКА ВИДОВ СВАРКИ И ИХ ПРИМЕНИМОСТЬ
В настоящее время применяется широкий круг различных видов сварки, применение каждого из которых предопределено множеством факторов, такими как: природа свариваемых материалов, размерные параметры свариваемых изделий, локальность зоны сварки и многими другими. Более глубокое ознакомление с наиболее применимыми способами сварки - цель технологической практики, другие виды и способы приводятся в плане общеинженерной информации.
Сварка плавлением
Электродуговая сварка. Необходимое для местного расплавления кромок заготовок и присадочного материала тепло образуется при «горении» электрической дуги между свариваемым металлом и электродом. По степени механизации сварка может быть ручная, полуавтоматическая и автоматическая. Механизированная (полуавтоматическая и автоматическая) сварка может быть под флюсом и в среде защитных газов.
Электрошлаковая сварка. Электрошлаковую сварку применяют для соединения стальных листов толщиной от 50 мм до нескольких метров (что невозможно выполнить никакими другими способами сварки). Она в основном применяется при изготовлении толстостенных турбин, при производстве сварно-литых и сварно-кованых конструкций и других аналогичных случаях.
Сущность процесса заключается в следующем. В начальный период под флюсом возбуждается электрическая дуга, за счет теплоты которой расплавляется флюс, образуя электропроводный шлак, обладающий значительным оммическим сопротивлением. После чего дуга гаснет, а ток, проходя через электропроводный расплавленный шлак, выделяет тепло достаточное для плавления последующей порции флюса, кромок свариваемых заготовок и электрода. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов (рис.3).
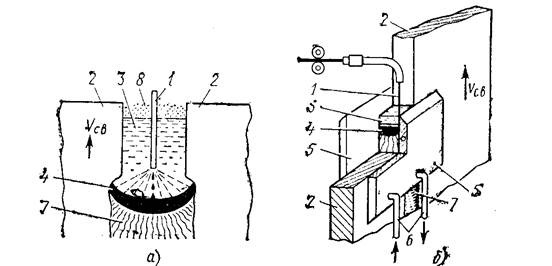
Рис.3.Схема электрошлаковой сварки:
·
· 1 - электрод;
· 2 – свариваемые заготовки;
· 3 - расплавленный флюс - электропроводный шлак;
· 4 - расплавленный металл;
· 5 – формующие ползуны;
· 6 - подача воды для охлаждения ползунов;
· 7 - сварной шов;
· 8 - флюс;
· V - скорость сварки;

