 2014-02-02
2014-02-02 4583
4583
Рисунок 5.10 – Общий вид пресса для правки люков полувагонов
Пресс предназначен для правки крышек люков полувагонов при производстве ремонтно-восстановительных работ.
Таблица 5.6 – Технические характеристики пресса для правки люков полувагонов
| Наименование | Параметры |
| Максимальное усилие на подвижной балке, кн/тс | 470/47 |
| Давление в магистрали, Мпа | 10,0 |
| Габаритные размеры, мм (Д´Ш´В) | 2700´1750´2500 |
Регламентом технической оснащенности депо рекомендованы к применению прессы для правки крышек люков типа Т1286 ПКБ ЦВ или УВЗ.
В вагонных депо Свердловской железной дороги внедрен пресс для правки дверей грузовых вагонов (93.В.373.00.000) – разработчик ДКТБ.
Он предназначен для правки дверей грузовых вагонов всех типов, бортов платформ и крышек люков полувагонов.
Состоит из рамы, двух порталов, двух механизмов правки двери и механизма правки диагональности двери и гидростанции.
В ремонтном вагонном депо Люблино используется установка для правки люков без их снятия с полувагонов при плановом ремонте вагонов, а также для выправки угольников и уголка нижней обвязочной рамы.[32]
В состав установки входят следующие элементы:
- несущая рама с четырьмя колесами для ее транспортировки;
- гидравлическая насосная станция для привода домкрата;
- стойка с домкратом расположена в нижней части, что позволяет выполнять сварочные работы без повреждения зеркала штока домкрата. Стойка имеет регулировку высоты, что дает возможность использовать установку во всех ремонтных депо независимо от высоты ставлюг;
- поворотный штурвал, позволяющий устанавливать стойку в вертикальном положении и изменять угол до 6° от вертикальной оси. Это дает возможность выполнять ремонтные операции в недоступных местах;
- пульт дистанционного управления, который позволяет выполнять операции на безопасном удалении;
- рычаг для правки уголка нижней обвязочной рамы полувагона.

Рисунок 5.11– Общий вид установки для правки люков без их снятия с
полувагонов в ремонтном депо Люблино
Производители и разработчики – ЗАО «Энерпром-Инжиниринг», РГОТУПС, Московская дирекция по ремонту грузовых вагонов
Нагрузка в ходе выполнения выправочных операций передается на опорную пяту домкрата, которая автоматически выдвигается перед началом работы.
Установка изготавливается в двух вариантах – с электрическим приводом гидростанции и с пневматическим приводом.
Таблица 5.7 – Технические характеристики
| Модель | УПЛ-Э | УПЛ-П |
| Тип привода | электрический | пневматический |
| Мощность двигателя, кВт | 1/1 | |
| Номинальное рабочее давление, МПа | ||
| Усилие домкрата при рабочем давлении, тс | ||
| Ход штока домкрата, мм | ||
| Объем масляного бака, л | ||
| Масса в рабочем состоянии, кг | ||
| Габаритные размеры (Д´Ш´В), мм | 870´580´1750 | |
| Высота в сложенном положении, мм |
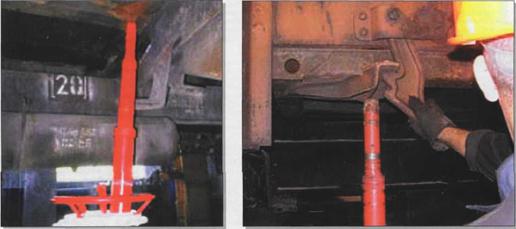
Рисунок 5.12 – Выправка люка (центральное ребро жесткости) с помощью
дополнительной насадки

Рисунок 5.13 – Поджатие центрального ребра жесткости люка для проведения
сварочных работ и правка уголка нижней обвязочной рамы с помощью рычага
Установки правки люков УПЛ-Э, УПЛ-П предназначены для правки люков полувагонов без их снятия при производстве планового ремонта вагонов, проводимого в условиях депо. Установки комплектуются специальным рычагом для правки нижней обвязочной рамы полувагонов.
Основные элементы, входящие в состав установок: стойка; круг поворотный; тележка; стол; насосная станция; рычаг правки рамы РПР; комплект приспособлений.
Все составные элементы установок закреплены на тележке, которая состоит из рамы, двух поворотных колес и двух опорных неповоротных колес. На раме устанавливаются стол, насосная установка и ограждение, препятствующее попаданию ног оператора под опорную часть стойки.
Отличительной особенностью УПЛ-П от УПЛ-Э является то, что привод установки УПЛ-П осуществляется от гидравлической насосной станции с пневматическим двигателем. В качестве источника сжатого воздуха служит пневматическая система депо.
Применение установок при производстве плановых ремонтов грузовых полувагонов позволяет значительно сократить время и затраты материальных ресурсов на ремонт, за счет исключения из технологической цепочки трудоемких операций по снятию с вагона, транспортировке, правке на прессе и установке на вагон люков.
Кроме того, применение установок позволяет сократить численность ремонтных бригад - облуживание установки осуществляется одним оператором.








