 2014-02-02
2014-02-02 4432
4432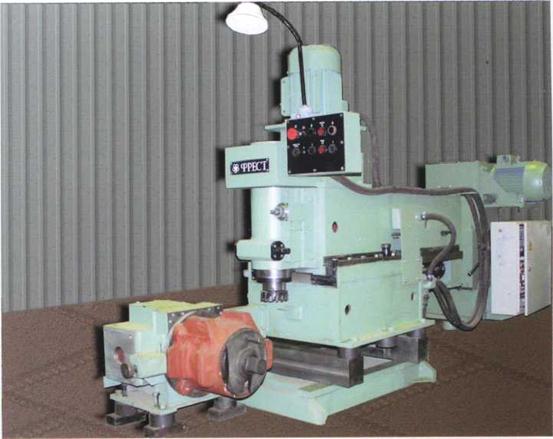
Рисунок 9.5 – Станок специальный фрезерный модели Ф0600
Станок предназначен для обработки фрезерованием за одну установку после наплавки поверхностей корпуса буксы грузового вагона под опорную и направляющие поверхности боковой рамы (рисунок 9.5). Корпус буксы закрепляется в поворотном пневматическом приспособлении, имеющем три фиксированных положения.
Таблица 9.2 – Технические характеристики фрезерного станка модели Ф0600
| Наименование | Параметры |
| Припуск на обработку, мм | 3,0 |
| Производительность станка, дет./час | до 7 |
| Торцевая фреза 0, мм | |
| Габаритные размеры станка, мм | 2270×1000×1700 |
| Масса станка, кг |
Станок специальный фрезерный модели Ф0012-04 (рисунок 9.6) предназначен для обработки в надрессорной балке вагонов центрирующих наклонных пазов, подпятника, центрового отверстия и 2-х скользунов. Пазы и скользуны обрабатываются последовательно фрезерной головкой с вертикальным шпинделем за счет перемещения фрезерной бабки по направляющим станины. Установка торцовой фрезы на размер осуществляется с использованием механизма перемещения гильзы. Перемещение фрезерной бабки и ползуна механизированное от электродвигателя. Обработка точением подпятника балки и расточка центрового отверстия производится подрезной бабкой с горизонтальным шпинделем, на котором закреплен плансуппорт с резцом.

Рисунок 9.6 – Станок специальный фрезерный модели Ф0012-04
Быстрый отвод резца производится от отдельного электродвигателя.
Включение-выключение подачи резца осуществляется оператором вручную через специальный механизм. Балка для обработки устанавливается в приспособление. Приспособление поворотное, имеет пять фиксированных положений для обработки поверхностей балки с сохранением одной базы. В станке предусматривается динамическое торможение и освещение зоны резания.
Таблица 9.3 – Технические характеристики станка
| Наименование | Параметры |
| Бабка с вертикальным шпинделем | |
| Ход бабки, мм | |
| Ход ползуна, мм | |
| Ход гильзы, мм | 50 (ручное) |
| Частота вращения шпинделя, об/мин' | |
| Величина подач ползуна, мм/мин | |
| Скорость быстрого хода ползуна, м/мин | 0,63 |
| Скорость быстрого хода бабки, м /мин | 4,0 |
| Мощность двигателя главного привода, кВт | 5,5 |
| Припуск на фрезерование, мм | |
| Шероховатость обработки, мкм | 12,5 |
| Режущий инструмент | фреза 0125 ВК8 |
| Подрезная бабка с горизонтальным шпинделем | |
| Максимальный диаметр подрезаемого торца обрабатываемой детали, мм | |
| Ход подрезного резца, мм | |
| Ход подрезной бабки, мм | 300 (механизированный) |
| Скорость быстрого хода подрезной бабки, м/мин | 2,0 |
| Рабочая подача резца, мм/об | 0,53 |
| Ход бабки на один оборот штурвала, мм | 2,0 |
| Частота вращения' планшайбы, об/мин | 63, 80 (за счет сменных шестерен) |
| Скорость быстрого отвода резца, м/мин | 0,48 |
| Мощность двигателя главного привода, кВт | 7,5 |
| Приспособление | |
| Закрепление детали | ручное |
| Поворот детали в позиции обработки | механизированный |
| Зажим детали при обработке | пневматический |
| Габаритные размеры, мм | 4075×4062×2012 |
| Масса станка, кг | |
| Производительность обработки, дет/час | 1,6 |
Станок специальный подрезной для обработки подпятника надрессорной балки (рисунок 9.7). Модель Ф0008. По направляющим основания станка перемещается шпиндельная бабка, на шпинделе которой закреплен плансуппорт с многоинструментальной резцедержкой для сменных резцов. Вращение плансуппорта (главный привод) осуществляется от электродвигателя через коробку скоростей со сменными шестернями. Подача резца при резании осуществляется от электродвигателя главного привода.

Рисунок 9.7 – Станок специальный подрезной для обработки подпятника надрессорной балки. Модель Ф0008
Перемещение бабки в позицию резания механизированное от электродвигателя, рабочая подача бабки – вручную от маховика. К торцу основания станка крепится пневматическое приспособление для установки и закрепления балок.
Таблица 9.3 – Техническая характеристика станка специального подрезного для обработки подпятника надрессорной балки
| Наименование | Параметры |
| Максимальный диаметр подрезаемого торца обрабатываемой детали, мм | до 425 |
| Наибольшее перемещение, мм (механизированное) – бабки – каретки плансуппорта | |
| Скорость перемещения бабки, мм/мин | |
| Рабочая подача резца, мм/об | 0,53 |
| Скорость быстрого отвода резца, мм/мин (от отдельного электродвигателя) | |
| Частота вращения плансуппорта, об/мин | 40/50 |
| Перемещение бабки за один оборот штурвала, мм | 2 (ручное) |
| Мощность электродвигателя главного привода, кВт | |
| Мощность электродвигателя перемещения бабки, кВт | 1,1 |
| Суммарный припуск на обработку, мм | 4...7 |
| Приспособление для закрепления обрабатываемой детали | Пневматическое |
| Габаритные размеры станка, мм | 2880 × 2335 × 1350 |
| Масса станка, кг |
При механической обработке подпятника надрессорной балки в некоторых вагоноремонтных депо используется станок для обработки подпятника ФБ-1 изготовитель ООО «Транспортная сварка». При обработке других поверхностей надрессорной балки используются специализированные станки для механической обработки типа ФБ-2, ФБ-3 этого же изготовителя.
Станок специальный фрезерный модели Ф0131-07 (Рисунок 9.8) предназначен для обработки направляющих и опорной поверхности в двух челюстных проемах рамы боковой двумя двухшпиндельными бабками одновременно по циклу. Рама боковая устанавливается и закрепляется в приспособлении.
Каждая бабка ведет обработку поверхностей 3-мя торцовыми фрезами последовательно. Опорные поверхности челюстных проемов обрабатываются торцовой фрезой вертикального шпинделя, а направляющие челюстных проемов -2-мя торцовыми фрезами, расположенными по концам горизонтального шпинделя. В станке предусматривается: динамическое торможение шпинделей, освещение зоны резания, линейки для выставки бабок на размер. Каждая бабка имеет свой поворотный пульт управления.
Таблица 9.4 – Техническая характеристика станка специального фрезерного модели Ф0131-07
| Наименование | Параметры |
| Количество бабок, шт | |
| Количество шпинделей, шт | |
| Ход бабок от упора до упора, мм | 50 (установочное) |
| Ход ползунов, мм | 620 (механизированное) |
| Частота вращения вертикальных шпинделей, об/мин | |
| Частота вращения горизонтальных шпинделей, об/мин | |
| Ход гильзы вертикальных шпинделей, мм | 50 (установочное) |
| Величина подач ползунов, мм/мин | |
| Быстрый ход ползунов, мм/мин | |
| Мощность электродвигателя одной фрезерной головки, кВт | 7,5 |
| Глубина резания за один проход, мм | 2,5 |
| Шероховатость обработки, мкм | 12,5 |
| Габаритные размеры станка (Д х Ш х В), мм | 2990 х 2780 х 1565 |
| Масса станка, кг | |
| Производительность обработки, дет/час | 3,2 |

Рисунок 9.8 – Станок специальный фрезерный для обработки опорной поверхности направляющих в челюстных проемах рамы боковой. Модель Ф0131-07

Рисунок 9.9 – Станок специальный фрезерный для одновременной обработки скользунов. Модель Ф0005М-06
Станок специальный фрезерный модели Ф0005М-06 (рисунок 9.10) предназначен для одновременной обработки 2-х скользунов в надрессорных балках и состоит из 2-х фрезерных агрегатов, выставленных на фундаменте. На основаниях агрегатов размещены элементы приспособления для установки и закрепления обрабатываемых деталей. На основаниях агрегатов установлены сани с встроенными пневматическими механизмами зажима обрабатываемой детали и направляющими ползунов. В станке предусматривается динамическое торможение шпинделей и освещение зоны резания. Установка торцевой фрезы на размер обработки в каждом фрезерном агрегате осуществляется с помощью механизма перемещения гильзы.
Таблица 9.4 – Техническая характеристика станка специального фрезерного модели Ф0005М-06
| Наименование | Параметры |
| Количество шпиндельных бабок, шт | |
| Наибольший ход ползунов, мм | |
| Наибольший ход гильзы шпинделя, мм | |
| Частота вращения шпинделя, об/мин | |
| Величины рабочих подач ползунов каждой бабки, мм/мин | 210; 305 |
| Скорость быстрого хода ползунов каждой бабки, мм/мин | 420; 610 |
| Мощность электродвигателя главного привода фрезерных агрегатов, кВт | 7,5 |
| Припуск на обработку, мм | до 7 мм |
| Шероховатость обработанной поверхности по ГОСТ 2789-73, мкм | 12,5 |
| Производительность, шт./час | |
| Габаритные размеры станка, мм | 3225×2485×2030 |
| Масса станка, кг |

Рисунок 9.11 – Станок специальный фрезерный модели Ф0005М-05 для обработки наклонных пазов надрессорной балки
Станок специальный фрезерный модели Ф0005М-05 (рисунок 9.12) предназначен для обработки центрирующих наклонных пазов надрессорной балки вагонов при ремонте. Пазы после восстановительной наплавки обрабатываются последовательно фрезерной головкой за счёт перемещения фрезерной бабки по направляющим основания. Балка устанавливается в поворотное приспособление и закрепляется вручную. При повороте приспособления имеется три фиксированных положения для обработки поверхностей балки с сохранением одной базы. Поворот ручной. Установка торцевой фрезы на размер обработки паза осуществляется с использованием механизма перемещения гильзы. Перемещение фрезерной бабки и ползуна механизированное от электродвигателя. В станке предусматривается динамическое торможение шпинделя, освещение зоны резания.
Таблица 9.6 – Техническая характеристика станка специального фрезерного модели Ф0005М-05
| Наименование | Параметры |
| Ход бабки, мм | |
| X од ползуна, мм | |
| Ход гильзы, мм | 50 (ручное) |
| Частота вращения шпинделя, об/мин | |
| Величина подач бабки, мм/мин | |
| Величина подач ползуна, мм/мин | |
| Мощность двигателя главного привода, кВт | 5,5 |
| Припуск на фрезерование, мм | |
| Шероховатость обработки | 12,5 |
| Режущий инструмент | Фреза 125мм,ВК 8 ГОСТ 9473-80 |
| Габаритные размеры, мм | 3670×1980×2440 |
| Масса, кг | |
| Производительность обработки, дет./час | 3,3 |

Рисунок 9.12 – Станок специальный фрезерный модели Ф0131 -04 для обработки платиков в раме боковой вагонов
Станок специальный фрезерный модели Ф0131 -04 (рисунок 9.13) предназначен для обработки платиков под фрикционные накладки в боковой раме тележек вагонов. Платики левой и правой стороны проема обрабатываются последовательно четырехшпиндельной фрезерной головкой. Фрезерная бабка перемещается по направляющим станины и устанавливается вручную на позицию обработки. Балка устанавливается в приспособление, выставляется по шаблонам, имеющимся в приспособлении, и закрепляется вручную. В станке предусматривается динамическое торможение шпинделей и освещение зоны резания.
Таблица 9.7 – Техническая характеристика станка специального фрезерного модели Ф0131-04
| Наименование | Параметры |
| Ход фрезерной бабки (ручное перемещение), мм | |
| Ход ползуна, мм | |
| Частота вращения шпинделя, об/мин | |
| Количество шпинделей, шт | |
| Величины подач ползуна, мм/мин | 260; 940 |
| Мощность электродвигателя главного привода, кВт | 5,5 |
| Припуск на фрезерование, мм | |
| Шероховатость обработки, Rz | 12,5 |
| Режущий инструмент, ГОСТ 973-80 | фреза 0100 Z=10; BK8 |
| Производительность, дет./час | 4,0 |
| Габаритные размеры станка с деталью, мм | 2600×2400×1900 |
| Масса, кг |
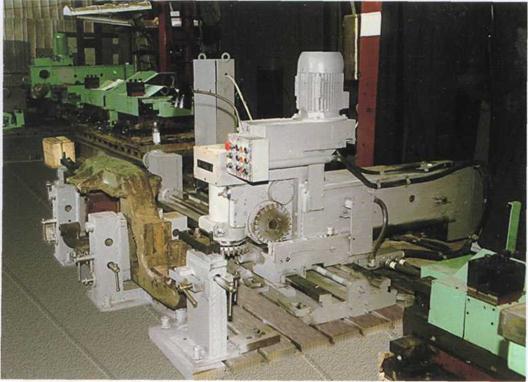
Рисунок 9.13 – Станок специальный фрезерный модели Ф0131 -06 для обработки направляющих и опорной поверхности в двух челюстных проемах боковой рамы тележки вагонов
Станок специальный фрезерный модели Ф0131 (рисунок 9.14) предназначен для обработки направляющих и опорной поверхности в двух челюстных проемах боковой рамы тележки вагонов с помощью перемещающейся по станине двухшпиндельной бабки. Рама боковая устанавливается и закрепляется в приспособлении. Опорная поверхность челюстного проема обрабатывается вертикальным шпинделем. Направляющие челюстного проема обрабатываются последовательно горизонтальным двухсторонним шпинделем. Опорная поверхность и левая направляющая обрабатываются первым ходом ползуна. Вторым ходом ползуна обрабатывается правая направляющая. После обработки первого челюстного проема бабка перемещается по станине для обработки второго челюстного проема в той же последовательности. Припуск на обработку определяется заранее путем замера шаблоном базового размера.
В станке предусматривается: динамическое торможение шпинделей, освещение зоны резания, линейки для выставки фрез на размер.
Таблица 9.8 – Техническая характеристика станка специального фрезерного модели Ф0131
| Наименование | Параметры |
| Количество бабок, шт | |
| Количество шпинделей, шт | |
| Ход бабки, мм | 2100 (механизированное) |
| Ход ползуна, мм | 620 (механизированное) |
| Частота вращения вертикального шпинделя, мин"1 | |
| Частота вращения горизонтального шпинделя, мин"1 | |
| Ход гильзы вертикального шпинделя, мм | 50 (установочное) |
| Величина подач ползуна, мм/мин | |
| Быстрый ход ползуна, мм/мин | |
| Скорость быстрого хода бабки, мм/мин | |
| Мощность двигателя шпинделей, кВт | 7,5 |
| Припуск на обработку, мм | 2,5 |
| Шероховатость обработки | 12,5 |
| Режущий инструмент | три фрезы 0250 ГОСТ 9473-80, ВК8 |
| Габаритные размеры станка, мм | 3700 ×2780 ×1865 |
| Масса станка, кг | |
| Производительность обработки, дет/час | 2,6 |

Рисунок 9.14 – Специальный станок для обработки автосцепки СФС-1








