 2014-02-02
2014-02-02 3680
3680Станок СФС-1 предназначен для обработки наплавляемых поверхностей автосцепки за одну установку. Все наплавляемые поверхности обрабатываются фрезами специальной конструкции. Фрезы сконструированы и изготовлены с винтовым расположением твердосплавных сменных пластин, что максимально увеличивает мягкость, чистоту обработки и срок службы.
Автосцепка укладывается в «пастель» на станине станка путем захвата специальной траверсой и фиксируется. Обработка производится путем подбора фрез, оборотов шпинделя и глубины врезания.
Обрабатываются:
– ударная часть малого зуба;
– тяговая часть малого зуба;
– отверстие под валик подъемника;
– зев автосцепки;
– тяговая часть большого зуба;
– ударная часть хвостовика;
– отверстие клина тягового хомута;
– верхняя плоскость хвостовика.
Производительность станка 10-12 автосцепок в смену.
Таблица 9.9 – Основные технические характеристики станка
| Наименование | Параметры |
| Размеры устанавливаемой детали, мм | 1130×440×421 |
| Перемещение рабочих органов, мм – продольное перемещение суппорта – поперечное перемещение салазки | |
| Габаритные размеры станка, мм | 3000×1300×1980 |
| Масса станка, кг | |
| Производжительность станка, шт./смену | 10 – 12 |
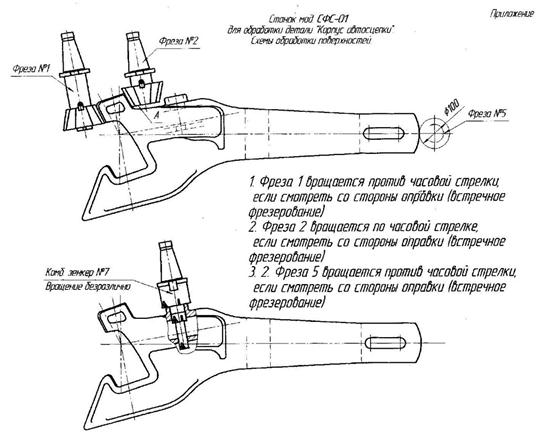
 Рисунок 9.14 – Чертежи обработки инструментом автосцепки
Рисунок 9.14 – Чертежи обработки инструментом автосцепки

Рисунок 9.15 – Фрезы станка для обработки автосцепки СФС-1

Рисунок 9.16 – Cтанок фрезерный специализированный с УЧПУ модели СФС-02 CNC
Станок специализированный для обработки автосцепки модели СФС-02, для работы на предприятиях по ремонту подвижного состава.
Станок СФС-02 предназначен для обработки наплавляемых поверхностей автосцепки за одну установку. Все наплавляемые поверхности обрабатываются фрезами специальной конструкции. Производительность станка 10-12 автосцепок в смену.
Технология обработки:
Автосцепка укладывается в «пастель» на станине станка путем захвата специальной траверсой и фиксируется. Обработка производится путем подбора фрез, оборотов шпинделя и глубины врезания.
Таблица 3 - Технические характеристики станка фрезерного специализированного с УЧПУ
| Наименование | Параметры |
| Класс точности по ГОСТ 8-82 | Н |
| Суппорт продольный (координата «У»): - наибольшее перемещение, мм; - пределы рабочих подач, мм/мин; - скорость быстрых перемещений, мм/мин, не менее | 50...500 |
| . Суппорт поперечный (координата «X») - наибольшее перемещение, мм - пределы рабочих подач, мм/мин -скорость быстрых перемещений, мм/мин, не менее | 50...500 |
| Суппорт нижний (координата «A») и верхний (координата «B») - наибольшее перемещение, мм - пределы рабочих подач, мм/мин - скорость быстрых перемещений, мм/мин | 50...500 |
| Суппорт задний (координата «C») - наибольшее перемещение, мм - пределы рабочих подач, мм/мин - скорость быстрых перемещений, мм/мин | 50…500 |
| Стол поворотный (координата «Д») - наибольшее перемещение, град - пределы рабочих подач, град/мин - скорость быстрых перемещений, град/мин | ±35 5...50 |
| 7. Бабки шпиндельные - конус в шпинделе ГОСТ 19860 - номинальная частота вращения шпинделя, об/мин - диапазон частот вращения шпинделя, об/мин, не менее(регулирование бесступенчатое) - мощность двигателя, кВт - способ зажима инструментов - способ смены инструментов | 50АТ5 80...500 4,0 механизированный ручной |
| Число управляемых осей координат | |
| Число одновременно управляемых осей координат | |
| Габариты: длина х ширина х высота | 4200×2400×2700 |
| Масса станка, кг, не более |


Рисунок 9.17 – Cтанок фрезерный специализированный с УЧПУ модели СФС-02 CNC








