 2014-02-02
2014-02-02 2418
24189.1 Стандартное технологическое оборудование, применяемое на вагоноремонтных предприятиях
1 Станки для обработки металлов
Металлорежущие станки являются технологическими машинами и предназначены для обработки материалов резанием с целью получения деталей заданной формы и размеров с требуемой точностью и качеством обработанной поверхности.[46]
В зависимости от вида обработки металлорежущие станки делятся на девять групп: 1) токарные; 2) сверлильные и расточные; 3) шлифовальные, полировальные, доводочные и заточные; 4) специальные; 5) зубо- и резьбообрабатывающие; 6) фрезерные; 7) разрезные; 8) строгальные, долбежные, протяжные; 9) разные.
В свою очередь, станки каждой группы подразделяются на девять типов. Например, станки второй группы (сверлильные и расточные) делятся на следующие типы: 1) вертикально-сверлильные, 2) одношпиндельные полуавтоматы, 3) многошпиндельные полуавтоматы, 4) координатно-расточные, 5) радиально-сверлильные, 6) горизонтально-расточные, 7) алмазно-расточные, 8) горизонтально-сверлильные, 9) разные сверлильные.
Внутри каждого типа металлорежущие станки могут отличаться друг от друга конструктивными особенностями. Эти особенности, а также некоторые другие характеристики и отражаются в шифре (номере) станка. Например, условное обозначение модели станка 1К62. Первая цифра показывает принадлежность станка к первой группе – токарным станкам. Вторая цифра обозначает тип станка внутри группы. В данном случае цифра 6 указывает, что это токарно-винторезный станок. Третья и четвертая цифры условно обозначают основные размеры станка (для токарных, например, высоту центров над станиной, для фрезерных – размеры стола и т. д.). В рассматриваемой модели третья цифра – 2 – обозначает высоту центров над станиной, которая составляет 215 мм.
Кроме цифр, в условные обозначения модели станка часто входят буквы. Если буква стоит между первой и второй цифрами (как в указанном примере), то это означает, что конструкция станка подверглась усовершенствованию по сравнению с прежней моделью. Если буква стоит в конце номера станка, то это говорит об изменении основной, или, как принято называть, «базовой» модели станка.
Таблица 45 – Классификация металлорежущих станков
| Номер группы станков | Наименование группы станков | Тип станка | ||||||||
| Автоматы и полуавтоматы | ||||||||||
| Токарные | одношпин-дельные | многошпин-дельные | Револьверные | Сверлильно-отрезные | Карусельные | Токарно-винторезные и лобовые | Много-резцовые | Специализи-рованные для фасонных изделий | Разные токарные | |
| Полуавтоматы | ||||||||||
| Сверлильные и расточные | Вертикально-сверлильные | одношпин-дельные | многошпин-дельные | Координатно-расточные | Радиально-сверлильные | Расточные | Алмазно-расточные | Горизонтально-сверлильные | Разные сверлильные | |
| Шлифоваль-ные и доводочные | Круглошлифо-вальные | Внутришлифо-вальные | Обдирочно-шлифовальные | Специализи-рованные шлифовальные | — | Заточные | Плоскошлифо-вальные | Притирочные и полиро-вальные | Разные станки работающие абразивом | |
| Комбини-рованные | — | — | — | — | — | — | — | — | — | |
| Зубо- и резьбообрабатывающие | Зубостро-гальные для цилиндри-ческих колёс | Зуборезные для конических колёс | Зубофрезерные для цилиндрических колёс и шлицевых валов | Зубофрезерные для червячных колёс | Для обработки торцов зубьев колёс | Резьбофрезерные | Зубоотде-лочные | Зубо- и резьбошлифовальные | Разные зубо- и резьбообрабатывающие | |
| Фрезерные | Вертикально-фрезерные консольные | Фрезерные непрерывного действия | — | Копировальные и гравировальные | Вертикальные бесконсольные | Продольные | Широко-универсальные | Горизонтальные консольные | Разные фрезерные | |
| Продольные | ||||||||||
| Строгальные, долбёжные и протяжные | одностоечные | двухстоечные | Поперечно-строгальные | Долбёжные | Протяжные горизонталь-ные | — | Протяжные вертикальные | — | Разные строгальные | |
| Обрезные пилы | ||||||||||
| Разрезные | работающие токарным резцом | работающие абразивным кругом | работающие гладким или насеченным диском | правильно-отрезные | ленточные | дисковые | ножовочные | — | — | |
| Разные | Муфто- и трубообраба-тывающие | Пилонасекательные | Правильно- и бесцентрово-обдирочные | Балансировочные | Для испытания инструмента | Делительные машины | — | — | — |
По своему назначению металлорежущие станки делятся на универсальные, специализированные и специальные.
Универсальные станки общего назначения применяют на механических, ремонтно – заготовительных участках при обработке деталей широкой номенклатуры. Они имеют широкий диапазон регулирования скоростей и подач, снабжены быстродействующими механизмами управления и быстрых перемещений для установки столов, суппортов, бабок в заданное положение.
Специализированные станки предназначены для обработки однотипных деталей, сходных по конфигурации, но имеющих различные размеры. К ним относят зубообрабатывающие, резьбонарезные и другие станки, для которых характерна быстрая переналадка и настройка сменных устройств и приспособлений на обработку детали того же наименования, но с другими размерами.
Специальные станки предназначены для обработки одной или нескольких подобных деталей одного типоразмера или даже для выполнения отдельных операций, например, для фрезерования поверхностей вагонных букс, рам и балок тележек и т. п.
В вагонных депо применяются универсальные, специализированные и специальные станки.
Регламентом технической оснащенности вагонных депо предусмотрено применение следующих универсальных станков:
1 Станок фрезерный двухшпиндельный СФ 676
2 Станок строгальный односуппортный 754
3 Станок обдирочно - шлифовальный С-634
4 Станок сверлильный ОБ-64
5 Радиально-сверлильный станок 2А53
6 Токарный станок 1К62
Перечень универсальных станков, приведенный в регламенте, не является исчерпывающим и может быть расширен исходя из потребностей производства.
Токарные станки предназначены для обработки валов, втулок, дисков, фланцев, нарезания наружных и внутренних резьб, отрезки торцов, прорезки канавок, сверления, зенкерования и развертывание отверстий и др.
Станки токарной группы общего назначения приведены на рисунке 9.1.
Универсальный токарный станок состоит из базовых корпусных деталей, устройств для закрепления заготовок и инструмента, механизмов для передачи движений заготовке и инструменту.
Базовые корпусные детали (основания, станины, стойки, колонны) являются основными несущими элементами, на которых устанавливаются узлы и механизмы станка.
К устройствам для закрепления заготовок относят передние бабки со шпинделем, задние бабки, а для закрепления инструмента – суппорты, шпиндельные бабки, револьверные головки.
Главным движением является вращение шпинделя с заготовкой, а движением подачи – движение суппорта с резцом.
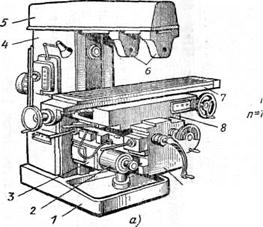
На станине 1 (рисунок 9.1, а) слева размещена передняя бабка 3 и коробка подач 2, на направляющих станины 9 – каретка 6 с фартуком 7 и поперечным суппортом 4 с резцедержателем, справа – задняя бабка 5. В передней бабке размещена коробка скоростей со шпинделем, а на ее панели – органы управления. Продольная и поперечная подача каретки и суппорта осуществляется от механизмов, расположенных в фартуке и получающих движение от ходового вала 10 при точении или ходового винта 8 при нарезании резьбы.
В нижней части станина снабжена корытом для сбора стружки и охлаждающей жидкости
 |
 . . |
Рисунок 9.1 - а) токарно-винторезный станок 16К20, б) токарно-револьверный станок с вертикальной осью вращения револьверной головки, в) токарно-револьверный станок с горизонтальной осью вращения револьверной головки, г) одностоечный карусельный станок 1512

Рисунок 9.2 – Станок Токарно-винторезный МК6056(Г), МК6057(Г), МК6058(Г)
Станки предназначены для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п.
Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мк.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49...57
Станки моделей МК6056(Г), МК6057(Г), МК6058(Г) отличаются наибольшей длиной обрабатываемой детали.
Станок с буквой Г отличается наличием выемки в станине, позволяющей обрабатывать детали большего диаметра. Выемка в станине при необходимости может быть закрыта «мостиком».
Станок может быть укомплектован устройством индикации NVP 300 TRS фирмы «Fagor»
Таблица 9.1 – Технические характеристики
| Наименование | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | |
| Наибольший диаметр обрабатываемой заготовки, мм – над станиной – над суппортом – над выемкой в станине (только для модели с буквой Г) | |
| Наибольшая длина обрабатываемой заготовки: – МК6056, МК6056Г – МК6057, МК6057Г – МК6058, МК6058Г | |
| Диаметр цилиндрического отверстия в шпинделе, мм | |
| Количество скоростей шпинделя: – прямого вращения – обратного вращения | |
| Диапазон частот вращения шпинделя | 16...2000 мин-1 |
| Количество подач суппорта: – продольных – поперечных | |
| Наибольшая высота резца, мм | |
| Пределы рабочих подач суппорта: – продольных – поперечных | 0,050...2,8 мм/об 0,025...1,4 мм/об |
| Пределы шагов нарезаемых резьб: – метрических, мм – модульных, модуль – дюймовых, нитка на 1" – питчевых, питча | 0,5...112 0,5...112 56...0,5 56...0,5 |
| Скорость быстрых перемещений суппорта, м/мин: – продольных – поперечных | 3,8 1...9 |
| Наибольший крутящий момент, кН·м | |
| Мощность привода главного движения, кВт | |
| Суммарная потребляема мощность, кВт | 12,5 |
| Габаритные размеры станка, мм: – МК6056(Г) – МК6057(Г) – МК6058(Г) | 2800×1265×1485 3852×1265×1485 3367×1265×1485 |
| Масса, кг: – МК6056, МК6056Г – МК6057, МК6057Г – МК6058, МК6058Г | |
| Род тока питающей сети | Переменный трехфазный |
| Частота тока, Гц | |
| Напряжение, В |
Карусельные станки применяют для обработки деталей большого диаметра и небольшой длины (венцы больших зубчатых колес, маховики, кольца крупногабаритных подшипников, диски и бандажи колес подвижного состава и т. п.). Горизонтальное расположение плоского круглого стола (планшайбы), на котором закрепляется заготовка, облегчает ее установку. Станки бывают одностоечные диаметром планшайбы до 1600 мм и деухетоечные – с диаметром планшайбы до 25000 мм и более.
Одностоечный карусельный станок 1512, представленный на рисунке 10.1 (г), имеет планшайбу диаметром 1120 мм; наибольший диаметр детали 1250 мм; наибольшая высота (длина) детали 800 мм. Станина 1 жестко скреплена со стойкой 9, имеющей вертикальные направляющие для перемещения по ним траверсы 6 и бокового суппорта 10 с четырехместным резцедержателем 12. На станине на круговых направляющих расположена планшайба 2 для установки на ней детали. Коробка скоростей станка помещена внутрь станины. На горизонтальных направляющих траверсы 6 установлен вертикальный револьверный суппорт 5 с пятипозиционной револьверной головкой 4. Привод подач револьверного суппорта и бокового суппорта осуществляется от коробок подач 7 и 11 и вручную маховиками 8. Управление станком осуществляется от пульта 3.
Сверлильные станки предназначены для сверления глухих и сквозных отверстий, рассверливания, зенкерования, развертывания, нарезания резьб, зенкования и др.
Сверлильные станки (рисунок 9.3) подразделяют на вертикально-сверлильные, радиально-сверлильные, горизонтально-сверлильные и центровальные.

а – вертикально-сверлильный, б – расточной; в – радиально-сверлильный; г – координатно-расточной
Рисунок 9.3 – Станки сверлильно-расточной группы
В вагоноремонтных предприятиях наиболее распространены вертикально-сверлильные станки различных моделей и модификаций.
На фрезерных станках обрабатывают наружные и внутренние плоские, фасонные поверхности, уступы, пазы, прямые и винтовые канавки, шлицы валов, зубья колес и т. п.
В зависимости от характера выполняемых работ, размеров и формы детали станки делят на консольные (горизонтальные и вертикальные), широкоуниверсальные, вертикальные бесконсольные, непрерывного действия, продольно-фрезерные одностоечные и двухстоечные, копировальные и гравировальные.
Особенностью горизонтально-фрезерного станка 6Р82Г (рисунок 9.4) является горизонтальное расположение шпинделя и возможность перемещения стола в трех взаимно перпендикулярных направлениях.
На фундаментной плите 1 жестко установлена станина 4 с вертикальными направляющими, по которым перемещается консоль 9 с коробкой подач 3 и механизмом ее переключения 2.
1 – фундаментная плита, 2 – механизмом переключения коробки подач,
3 – коробка подач, 4 – станина с вертикальными направляющими, 5 – хобот,
6 – кронштейны (подвижный и неподвижный) дополнительной опоры шпиндельной оправки, 7 – стол, 8 – салазки, 9 – консоль
Рисунок 9.4 – Горизонтально-фрезерный станок 6Р82Г
На поперечных направляющих консоли установлены салазки 8, по продольным направляющим которых перемещается стол 7. В верхней части станины на направляющих установлен хобот 5, на котором размещают кронштейны 6 (подвижный и неподвижный) дополнительной опоры шпиндельной оправки.
Универсальное токарно-фрезерное оборудование: станок фрезерный двухшпиндельный СФ 676, станок строгальный односуппортный №754, станок обдирочно-шлифовальный С-634, станок сверлильный ОБ-64, радиально-сверлильный 2А53 станок, токарный станок 1К62 используются на тележечных участках вагоноремонтных депо.
В вагоноремонтных депо применяются специальные фрезерные станки для механической обработки деталей, восстановленных методом наплавки. В тележечных участках ремонтных вагонных депо нашли применение специальные станки производства ЗАО «ФРЕСТ» (г. Ульяновск).








