 2014-02-02
2014-02-02 2156
2156Таблица 10.7 – Технические характеристики
Таблица 10.6 – Технические характеристики
| Наименование | Параметры |
| Номинальное усилие пресса, кН (тс) | 6300 (630) |
| Рабочее давление гидросистемы пресса, МПа | |
| Рабочее давление гидросистемы манипулятора, МПа | 6, 3...8 |
| Ход плунжера рабочего цилиндра, мм, наибольший | |
| Скорость перемещения плунжера, мм/с - холостого хода - рабочего хода - обратного хода | 20...35 1...3 20...55 |
| Расстояние между опорными поверхностями основных упоров, мм | 3050±2 |
| Грузоподъемность манипулятора, кг | |
| Ход манипулятора, мм, наибольший - по вертикали - по горизонтали | |
| Скорость перемещения манипулятора, мм/с, наибольшая - по вертикали - по горизонтали | |
| Диаметр колеса для демонтажа, мм (по поверхности катания) - наименьший - наибольший | |
| Суммарная установленная мощность электродвигателей, кВт | 41,7 |
| в том числе: мощность гидростанции пресса, кВт | |
| Мощность гидростанции манипулятора, кВт | 4,5 |
| Габаритные размеры комплекса, мм - слева-направо - спереди-назад | 9995±100 8320±85 |
| Высота комплекса над уровнем пола, мм | 4670±40 |
| Масса комплекса, кг, не более |


Рисунок 10.17 – Комплекс автоматизированный для формирования колесных пар вагонов модель К04.АКП6735
В состав комплекса входят:
– п ресс гидравлический для монтажа колесных пар вагонов усилием 3150 кН мод. К04.П6735.
– Манипулятор загрузки и выгрузки колесных пар мод. К04.406.10.
– Установка предварительной запрессовки колес мод. К04.407.10.
– Стеллаж подающий мод. К04.461.10.
Комплекс предназначен для выполнения монтажных работ по запрессовке колес на ось.
Годные колеса и оси подаются на стеллаж подающий. Механизмы стеллажа центрируют ось и подают в манипулятор. Колеса подаются толкателями стеллажа в каретки установки предварительной запрессовки. Ось и колеса центрируются зажимами манипулятора и установки предварительной запрессовки до совпадения осей. После чего производится предварительная запрессовка колес на ось.
Зажимы колес разводятся, каретки возвращаются в исходное положение. Ось с предварительно насаженными колесами подается на позицию пресса, где осуществляется последовательная и окончательная запрессовка колес на ось и автоматически контролируется расстояние между ободами колес. Манипулятор перемещает колесную пару на позицию съема, где специальные механизмы поднимают ее и опускают на рельсовые пути цеха для дальнейшей транспортировки. Комплекс работает в автоматическом режиме; для отладки работы механизмов возможна работа в наладочном режиме. На пульте управления установлен дисплей, где выводится вся диагностическая информация по текущему состоянию комплекса.
| Наименование | Показатели |
| Номинальное усилие пресса, кН | |
| Рабочее давление гидросистемы пресса, МПа | |
| Рабочее давление гидросистемы механизации, МПа | 6, 3...8 |
| Рабочее давление зажима колеса установки предварительной запрессовки, МПа | |
| Ход плунжера рабочего цилиндра, мм | |
| Скорость перемещения плунжера, мм/с - холостого хода - рабочего хода - обратного хода | 20...35 1...3 20...55 |
| Расстояние между опорными поверхностями упоров пресса, мм | |
| Грузоподъемность манипулятора, кг | |
| Ход манипулятора от позиции загрузки оси, мм - до оси пресса - до позиции съема колесной пары | |
| Усилие предварительной запрессовки, кН, наибольшее | 82,5 |
| Максимальная нагрузка на стеллаж подающий, кН - для осей - для колес | |
| Диаметр колеса для монтажа, мм (по поверхности катания) - наименьший - наибольший | 860 (960) 964 (1050) |
| Суммарная мощность электродвигателей, кВт | 29,5 |
| в том числе: гидростанции пресса, кВт | |
| Гидростанции механизации, кВт | 11,5 |
| Габаритные размеры комплекса, мм - cлева-направо - спереди-назад | |
| Высота комплекса над уровнем пола, мм | |
| Масса комплекса, кг |
11.1 Стандартное технологическое оборудование,применяемое на вагоноремонтных предприятиях.
Кузнечное оборудование.[50]
В вагонных депо применяются кузнечные машины ударного действия - ковочные молоты.
В зависимости от типа привода молоты бывают паровоздушные, пневматические, механические, гидравлические, газовые высокоскоростные и электрические. В вагонных депо чаще используются пневматические или гидравлические молоты.
По принципу действия молоты подразделяют на две группы: простого и двойного действия.
У молотов простого действия падающие части движутся вниз под действием силы тяжести, а привод служит только для подъема падающих частей.
У молотов двойного действия привод служит для подъема идвижения вниз подвижных частей. Поэтому кинетическая энергия падающих частей молотов двойного действия больше, чем молотов простого действия. В основном применяют молоты двойного действия.
Пневматические ковочные молоты. Поковки малой массы (0,5 – 20 кг) из катаных заготовок куют на пневматических ковочных молотах. В соответствии с ГОСТ 712–75 их строят с массой падающих частей 50 – 1000 кг и числом ударов 225 – 95 в минуту.
Пневматический молот в соответствии с отличительными особенностями разделяют:
– по способу подъёма бабы – на молот ковочный простого действия и двойного действия. В первом случае благодаря разрежению, образующемуся в рабочем цилиндре, при опускании вниз поршня компрессорного цилиндра, обеспечивается подъём бабы вверх. Во втором, молот ковочный двойного действия, имеет рабочие цилиндры с двумя полостями – верхней и нижней, которые соединены между собой. Количество ударов в минуту, которые наносит пневматический молот, не зависит от высоты обрабатываемых заготовок, оно равно количеству оборотов кривошипного вала в минуту;
– по числу цилиндров — на одноцилиндровый и двухцилиндровый. Одноцилиндровый пневматический молот характеризуется тем, что водном цилиндре происходит движение как компрессорного, так и рабочего поршней, причём их взаимное расположение бывает разным. Управление одноцилиндровым пневматическим молотом проводится двумя ручками: первой – для переключения ремня с рабочего шкива на холостой и обратно, а второй – для регулирования воздухораспределительного крана, управляющего энергией удара.
Молот ковочный двухцилиндровый в отличие от одноцилиндрового характеризуется тем, что рабочий и компрессорный поршни имеют отдельные цилиндры.
Компрессорный поршень приводится в движение электродвигателем через кривошипный механизм.
Поршнем рабочего цилиндра служит сама баба, которая имеет прямоугольное сечение, благодаря чему она не проворачивается в прямоугольном цилиндре;
На рисунке1 показан общий вид пневматического молота ковочного двухцилиндрового модели МА - 4129 с массой падающих частей 75 кг.
На рисунке 2 показана кинематическая схема пневматического молота ковочного двухцилиндрового наиболее распространенной конструкции с положениями рукояток управления молота.
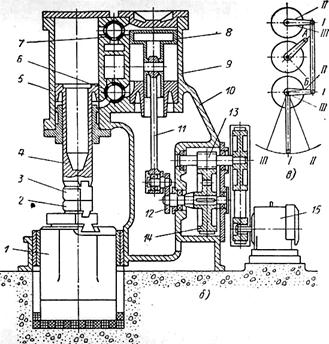
1 – шабот, 2 – нижний боек, 3 – баба молота с верхним бойком, 4 – рабочий поршень, 5 – рабочий цилиндр, 6 – нижний кран, 7 – верхний кран, 8 – компрессорный поршень, 9 – компрессорный цилиндр, 10 – станина молота,
11 – шатун, 12 – кривошип, 13 и 14 – зубчатые шестерни, 15 – электродвигатель в)- положения рукояток управления
Рисунок 11.1 – Кинематическая схема пневматического молота
Станина 10 молота изготовлена из одной отливки совместно с компрессорным 9 и рабочим 5 цилиндрами. Полости этих цилиндров сообщаются через верхний 7 и нижний 6 краны.
Компрессорный поршень 8 перемещается шатуном 11 от кривошипа 12, вращаемого электродвигателем 15 через зубчатые шестерни 13 и 14.При этом воздух поочередно сжимается в верхней и нижней полостях компрессорного цилиндра 9до 2 – 3 кгс/см2 (200 – 300 кН/м2) и при нажатии на педаль молота или рукоятку управления, открывающую краны 7 и 6, поочередно поступает через них в рабочий цилиндр 5. Здесь он воздействует на рабочий поршень 4, являющийся одновременно бабой молота, к которой прикреплен верхний боек 3. В результате падающие части 3 и 4периодически перемещаются вниз – вверх и наносят удары по заготовке, которую предварительно укладывают на нижний боек 2, неподвижно закрепленный на массивном шаботе 11. Масса шабота равна 15 – 20-кратной массе падающих частей.
В пневматических молотах воздух осуществляет упругую связь между компрессорными и рабочим поршнями. Поэтому число двойных ходов бабы в единицу времени равно частоте вращения кривошипного вала. На пневматических молотах можно осуществлять автоматические последовательные удары, удерживание бабы на весу, прижим поковки к нижнему бойку, холостой ход, единичные удары.
Работой молота управляют три крана: верхний 7 и нижний 6,поворачивающиеся от рукоятки или педали и осуществляющие собственно управление, и средний кран для перевода компрессора на холостой режим. Средний кран поворачивается отдельной рукояткой в положение А или Б (рисунок 11.1, в). Каждому режиму работы соответствует определенное положение I, II или III (рисунок 11.1, б) рукояток управления кранами, соединяющими полости компрессорного и рабочего цилиндров между собой и с атмосферой.
На установку пневматических молотов не требуется больших капитальных затрат, они просты в управлении и обслуживании, что обусловливает их широкое применение при изготовлении большой номенклатуры поковок.
Регламентом технической оснащенности вагоноремонтных депо в составе кузнечно-прессового оборудования предусмотрено наличие пресса гидравлического, пресса листогибочного, пресс-ножниц и ножниц гильотинных, либо комбинированных пресс-ножниц.
Прессы представляют собой станки для статистической и ударной обработки металлических и неметаллических материалов (резины, пластмассы, продуктов питания и т.д.).
Слово «пресс» имеет французское происхождение и буквально переводится как «давление».
Независимо от типа пресса (гидравлический, кривошипный пресс или любой другой) – основные его составляющие и принцип работы остаются неизменными. Любой пресс имеет обязательный набор элементов: ползун (или поперечина), станина с направляющими для ползуна (поперечины) и рабочей поверхностью (столом), привод, механизм управления, средства механизации и автоматизации.
Механизм работы пресса заключается в следующем: ползун, к которому прикреплена подвижная часть инструмента, совершает возвратно-поступательные движения. К столу крепится неподвижная часть пресса. Заготовка при этом находится между подвижной и неподвижной частью. Обработка происходит за счёт сдавливания заготовки между частями пресса.
По принципу работы прессы делятся на гидравлические, механические (кривошипные прессы) и гидромеханические прессы.
Гидравлические прессы состоят из двух камер и поршней (плунжер), соединённых между собой трубопроводом и наполненных жидкостью. В качестве жидкости часто используются гидравлические масла или вода. На поршень оказывается давление, которое передаётся жидкости. Жидкость, в свою очередь, давит на основание второго поршня и с многократным увеличением силы давит на заготовку. Таким образом, оправдывается весь принцип работы пресса: небольшое усилие, приложенное в начале, увеличивается на выходе в несколько раз.
В состав гидропрессовой установки входят: собственно пресс; рабочая жидкость; источник жидкости высокого давления, питающий пресс - гидропривод; приемники для жидкости - баки; трубопровод с соответствующей аппаратурой, соединяющий все указанные элементы в единую систему; электропривод.
В зависимости от назначения и характера производства могут применяться одностоечные прессы усилием 40 кН, 100 кН, 250 кН, 400 кН, 630 кН, 1000 кН, 1600 кН, 2500 кН, 4000 кН, 6300 кН, 8000 кН.

Рисунок 11.2 – Общий вид одностоечного гидравлического пресса
Таблица 11.1 – Технические характеристики прессов гидравлических
| П6316А | П6320Б | П6324Б | П6326Б | П6328Б | ПБ6330 | |
| Номинальное усилие, тс | ||||||
| Ход ползуна, мм | ||||||
| Наибольшее расстояние между столом и ползуном, мм | ||||||
| Скорость ползуна, мм/с | ||||||
| Холостая вниз | ||||||
| Рабочая вниз | 25…100 | 0…18 | 10…32 | |||
| Холостая вверх | ||||||
| Размеры стола, мм | ||||||
| слева направо | ||||||
| спереди назад | ||||||
| Мощность привода, кВт | 5,5 | |||||
| Расстояние от оси штока до станины (вылет), мм | ||||||
| Габаритные размеры, мм | ||||||
| слева направо | ||||||
| спереди назад | ||||||
| высота | ||||||
| Масса, кг |
Ножницы гильотинные механические Н - 478 [лист 16×2200 мм] модель Н -478 с наклонным ножом предназначены для прямой продольной и поперечной резки листового металла. Резка листа производится за один ход ножа по разметке или по упору.
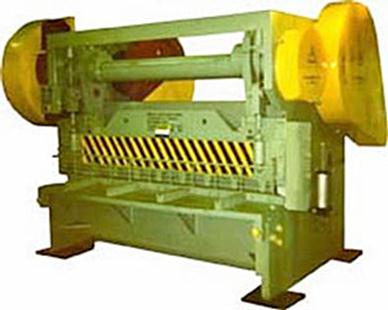
Рисунок 11.3 – Ножницы гильотинные механические Н-478 [лист 16×2200 мм] модель Н-478. Общий вид
Таблица 11.2 – Технические характеристики
| Наименование | Параметры |
| Толщина металла с временным сопротивлением 500 МПа (50 кгс/мм²), мм | |
| Ширина металла, мм | |
| Расстояние от кромки неподвижного ножа до станины (вылет), мм | |
| Число ходов, ход/мин | |
| Угол наклона подвижного ножа | 2°30" |
| Ход ножа, мм | |
| Расстояние между стойками в свету, мм | |
| Расстояние от верхней кромки нижнего ножа до уровня пола, мм | |
| Количество прижимов | |
| Ход прижима, мм | |
| Суммарная мощность электродвигателей, кВт | |
| Частота оборотов, об./мин | |
| Габаритные размеры, мм | 3150х2275х2350 |
| Масса, кг |
Пресс ножницы комбинированные – это специальное оборудование, которое предназначено для резки сортового (профильного), фасонного и полосового проката, квадратной и круглой стали, швеллеров, уголков, круга, двутавра, вырубки открытых пазов, а также для пробивки отверстий прямоугольной, квадратной, круглой или любой другой формы в фасонном, полосовом и листовом прокате, включая пробивку пазов прямоугольной и треугольной формы. Отсюда и название: пресс – давить, ножницы – резать.
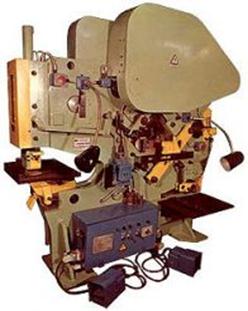
Рисунок 11.4 – Пресс-ножницы комбинированные модель НГ5222 [усилие 40 т ]
Таблица 11.3 – Технические характеристики пресса-ножниц модель НГ5222
| Наименование | Показатели |
| Усилие пресса, т | |
| Толщина обрабатываемой полосы, мм | |
| Ширина обрабатываемой полосы, мм | |
| Диаметр обрабатываемого круга, мм | |
| Размер стороны обрабатываемого квадрата, мм | |
| Размеры разнобокого уголка, отрезаемого под углом 90°, мм | 125×12 |
| Размеры разнобокого уголка, отрезаемого под углом 45°, мм | 90×9 |
| Профиль двутавра | |
| Профиль швеллера | |
| Диаметр пробиваемого отверстия, мм | |
| Толщина материала, мм | |
| Толщина пробиваемых пазов прямоугольной формы, не более, мм | |
| Длина пробиваемых пазов прямоугольной формы, не более, мм | |
| Ширина пробиваемых пазов прямоугольной формы, не более, мм | |
| Мощность электродвигателя, кВт | 4,8 |
| Габаритные размеры, мм | 1900×1660×1950 |
| Масса, кг |








