 2014-02-02
2014-02-02 1603
1603Предназначены для автоматической оптимизации режима резания при изменении условий обработки. Критериями оптимальности могут быть: максимальная производительность; минимальная технологическая себестоимость обработки; минимальные приведенные затраты на съем единицы объема припуска; максимальная точность обработки и др.
Принцип действия таких систем основан на использовании информации об износе режущего инструмента. Эти системы являются более эффективными по сравнению с системами предельного управления.
Функциональная схема одного из вариантов оптимальной системы представлен на рис.13.2.
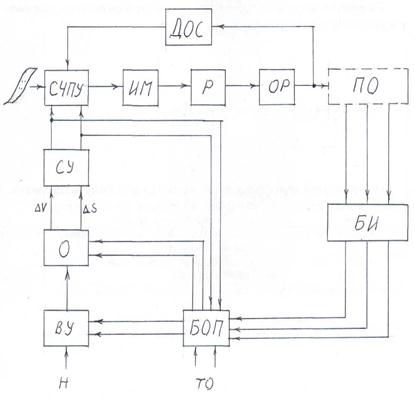
Рис. 13.2. Функциональная схема адаптивной системы оптимального управления
На рисунке обозначено: БИ – блок измерения; БОП – блок обработки показателей; ВУ – вычислительное устройство; СУ - согласующее устройство; ТО – технические ограничения; О - оптимизатор. Остальные обозначения соответствуют рис. 13.1.
Измеряемыми параметрами, характеризующими процесс резания могут быть крутящий момент шпинделя, температура и вибрация в зоне резания.
Оптимизатор системы варьирует регулируемыми параметрами процесса обработки V и S путем введения поправок DV и DS до тех пор, пока значение целевой функции не попадет в оптимальную зону.
Одним из вариантов такой системы может использовать критерий производительности
 . Здесь: m - скорость съема металла; а – норма накладных расходов; n - скорость износа инструмента; t - время смены инструмента; а – норма накладных расходов; b – величина амортизации инструмента; Wo – максимально допустимый износ.
. Здесь: m - скорость съема металла; а – норма накладных расходов; n - скорость износа инструмента; t - время смены инструмента; а – норма накладных расходов; b – величина амортизации инструмента; Wo – максимально допустимый износ.

