 2014-02-02
2014-02-02 787
787ПРИМЕР 4
Оборотный задел для случая nб / nМ = А, где А – целое число, и R1 > R2 .
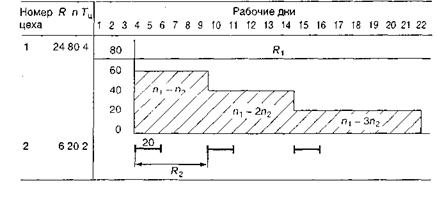
Оборотный задел представляет собой среднее от разницы размеров партий в смежных цехах, т. е.:
 . . |
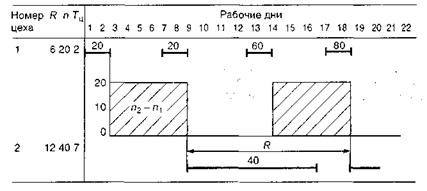
В примере 5 рассматривается тот же случай, что и в примере 4, но ритм R1 < R2 и поэтому отношение размеров партий представляет правильную дробь.
Оборотный запел для случая nб / nМ = 1 / А, где А – целое число, и R1 < R2 .
Величина оборотного задела рассчитывается аналогично предыдущему, как:
   |
| . |
Общим случаем для определения размеров оборотных заделов является такой случай, когда отношение размеров партий деталей в смежных звеньях производства не равно целому числу и не равно правильной дроби. В этом случае в расчет оборотного задела вводится величина сдвига, которая определяется аналогично выражению (12.10):
 , , |
где  – наибольший общий делитель для размеров партий деталей в двух смежных производственных звеньях;
– наибольший общий делитель для размеров партий деталей в двух смежных производственных звеньях;
 – размер партии принимающего звена.
– размер партии принимающего звена.
Для двух цехов НОБ определится следующим образом:
 . . |
Развивая этот принцип расчета, суммарный средний оборотный задел между всеми цехами рассчитывается по формуле:
 , , | (12.15) |
В формуле (12.15) суммирование происходит по числу пар смежных цехов. При увеличивающихся или уменьшающихся размерах партий в смежных цехах в целое число раз по ходу технологического процесса выражение (12.15) преобразуется к виду:
 , , |
где  – максимальный размер партии;
– максимальный размер партии;
 – минимальный размер партии.
– минимальный размер партии.
Из выражения (12.15) видно, что для уменьшения НОБ необходимо либо уменьшить максимальный размер партии, либо увеличить минимальный размер партии, но при этом необходимо помнить, что увеличение минимального размера партии ведет к увеличению ТЦ , а значит, к увеличению цикловых заделов (формула (12.14)).
Резервный задел. Резервный задел образуется при соблюдении резервных опережений между двумя смежными цехами:
 . . | (12.16) |
Заметим, что если цикловые и оборотные заделы возникают сами, то резервные заделы создаются специально (искусственно). Резервные заделы могут быть созданы двумя путями.
1. Задел создастся за счет того, что в каждом цехе запускается определенное число первых партий деталей несколько увеличенного размера по сравнению с нормативным (пУСТ):
 , , |
где  – увеличение запускаемых в i -м цехе партий деталей конкретных наименований для формирования
– увеличение запускаемых в i -м цехе партий деталей конкретных наименований для формирования  ;
;
 – количество запускаемых в i -м цехе партий, больших по размеру, чем пУСТ .
– количество запускаемых в i -м цехе партий, больших по размеру, чем пУСТ .
2.Задел создается за счет изменения регламента работы цеха (увеличения сменности) на период формирования . Но так поступают только тогда, когда при существующем регламенте все рабочие места загружены полностью.
В общем случае на период создания резервных заделов количество рабочих мест в цехах должно быть увеличено путем перераспределения рабочих между цехами и участками.
Средняя суммарная величина всех видов заделов НСР образуется путем суммирования значений величин цикловых, оборотных и резервных заделов, полученных по формулам (12.14), (12.15) и (12.16). Такое суммирование дает нам представление о нормативной средней величине заделов (запасов) по всему заводу в целом и нормативных размерах незавершенного производства соответственно для участка, цеха, склада и завода. Эта процедура является как бы моделью, описывающей состояние материального потока на производстве в различных его звеньях и в целом. Но действительная картина может быть совершенно иной вследствие естественных отклонений, возникающих в производственном процессе, и / или плохого менеджмента.
Особенности расчета КПН для стандартизованных, унифицированных и запасных деталей. Стандартизованные детали чаще всего изготавливаются в специальных цехах и на специальных участках, после чего они прямо поступают на сборку различных узлов и изделий. Сроки их подачи на сборку самые различные, поэтому планировать их изготовление, ориентируясь на сроки сборки, невозможно. Учитывая это, изготовление стандартизованных деталей планируется «на склад» с таким расчетом, чтобы необходимое их количество для сборки узлов и изделий в следующем месяце было изготовлено в текущем месяце, т. е. ОВ = 1 месяц. Вследствие небольшой себестоимости этих деталей такое ОВ перед сборкой не приводит к значительному увеличению НЗП (п и ТЦ определяются по общей методике).
Унифицированные детали должны изготовляться едиными партиями, т. е. обезличенно, сразу на все изделия, на которые идет унифицированная деталь. Размеры партий и ТЦ определяются обычными методами с учетом потребности в данной детали на все изделия, но при расчете R необходимо руководствоваться значением NДН . Тогда:
  |
где ДР – количество рабочих дней в рассматриваемом плановом периоде;
Kfv – количество унифицированных деталей i -го наименования, входящее в v -e изделие;
NV – количество v -x изделий в плановом периоде;
КИЗ – количество наименований изделий, выпускаемых предприятием.
Опережение запуска партий унифицированных деталей получается различным для изделий различных наименований, так как размеры (ритмы) сборочных партий унифицированных деталей различны. Для облегчения планирования в данном случае поступают так: опережения запуска унифицированных деталей определяются различными для изготовления изделий каждого наименования, но планирование выпуска данных унифицированных деталей осуществляется по максимальному О3 из всех рассмотренных.
Все виды заделов (запасов) унифицированных деталей рассчитываются так же, как для оригинальных деталей, считая, что потребление их на сборке происходит ежедневно и равномерно.
Запасные летали изготавливаются в виде:
q обязательных комплектов к изделиям, выпускаемым заводом;
q дополнительного задания для изделий, выпускаемых заводом в данном плановом периоде времени;
q дополнительного задания для изделий, не выпускаемых заводом в данном плановом периоде.
Запасные детали мерного вида приплюсовываются к комплекту основных деталей и выполняются вместе с ними. При систематическом и равномерном выпуске деталей второго вида целесообразно их изготавливать вместе с деталями, идущими на выпуск г изделий, изменяя величину п и сохраняя неизменным R (варьируя NДН). ТЦ и О3 рассчитываются по обычной методике. При расчете НОБ перед сборкой величина п берется без увеличения.
При эпизодическом изготовлении деталей второго вида их следует изготавливать отдельно с размерами партий, равными размерам партий, идущих на основной выпуск изделий. Если количество запасных деталей значительно меньше пУСТ , то п основных изделий берут равным размеру партии запасных деталей.
Для запасных деталей третьего вида все КПН рассчитываются отдельно по обычной методике.








