 2014-02-24
2014-02-24 1626
1626Урок
Урок
Общая характеристика полупроводникового производства.
Урок
Отечественная и зарубежная промышленность выпускают самые разнообразные ИМС. Вместе с тем в технологии изготовления любой микросхемы можно выделить основные этапы, общие для всех микросхем:
1. изготовление пластин (подложек) из монокристаллических слитков
полупроводникового материала;
2. изготовление кристаллов ИМС;
3. сборка микросхем;
4. испытания и измерения;
5. заключительные операции.
Монокристаллические слитки полупроводникового материала (кремния, германия, арсенида галлия и др.) имеют форму цилиндров диаметром от 60 до 150 мм и более. Из слитков резкой получают пластины, толщина которых составляет доли миллиметров.
Процесс изготовления кристаллов ИМС на полупроводниковой пластине состоит из множества технологических операций, основными из которых являются:
1. химическая обработка
2. эпитаксия
3. окисление
4. фотолитография
5. диффузия
6. ионное легирование
7. металлизация и ряд других.
Технологические операции выполняются в определенной последовательности, неоднократно повторяются и составляют маршрут изготовления ИМС. Чем сложнее ИМС, тем больше технологических операций нужно выполнить и тем длиннее маршрут ее изготовления.
После изготовления кристаллов ИМС на пластине каждую пластину разрезают на отдельные кристаллы, а затем каждый кристалл заключают в корпус.
Процесс изготовления ИМС сопровождается контрольными операциями и завершается испытаниями. После испытания и измерения параметров удовлетворяющие всем требованиям ИМС проходят заключительные операции (окраска, лакировка, маркировка, упаковка) и поступают на склад готовой продукции для передачи заказчику - изготовителю электронной аппаратуры.
Цель курса «Обшей технологии»:
1. более подробно познакомиться с этапами изготовления ИМС и детально изучить основные технологические операции кристального производства;
2. изучить основные технологии и маршруты изготовления ИМС.
Тема: Механическая обработка.
Требования, предъявляемые к полупроводниковым пластинам.
Технология современных микросхем предъявляет жесткие требования к геометрическим параметрам и качеству поверхности пластин.
Геометрические параметры пластин:
1. Диаметр пластин определяется размерами полупроводникового слитка. Стандартные диаметры- 60, 76, 100, 150 мм. На пластинах большего диаметра можно изготовить большее количество кристаллов ИМС.
2. Толщина пластин определяется стойкостью к механическим нагрузкам и способностью сохранять форму при проведении термических операций. Чем больше диаметр пластины, тем большей должна быть ее толщина. Стандартные толщины- 350, 380, 460, 700 мкм.
3. Профиль кромки пластин должен быть скругленным, а не прямоугольным с целью предотвращения появления сколов и трещин при перекладывании пластин в кассеты и при межоперационной транспортировке.
4. Базовый срез необходим для ориентированной установки (базирования) пластин в оборудование на участке фотолитографии. Одна из сторон кристалла ИМС всегда параллельна базовому срезу.
5. Дополнительные (маркировочные) срезы служат для визуального определения марки пластины.
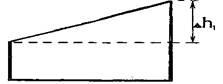
6. Непараллельность
|
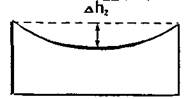
7. неплоскостность
8. прогиб
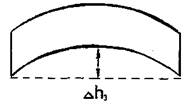
Непараллельность, неплоскостность, прогиб должны быть в заданных допустимых пределах (Δ h 1 < 10 мкм; Δ h 2 < 5 мкм; Δ h 3 < 15 мкм).
Качество поверхности пластин характеризуется глубиной механически нарушенного слоя, шероховатостью и качеством очистки от загрязнений.
Механически нарушенный слой состоит из трех частей:
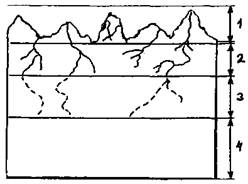 1. наружный рельефный слой - имеет хаотически
1. наружный рельефный слой - имеет хаотически
расположенные выступы, трещины, выколки;
2. трещиноватый слой - имеет идущие вглубь
микротрещины;
3. деформированный слой - имеет продолжения
микротрещин и расположенные вокруг них зоны
механических напряжений.
4. ненарушенная структура пластины
Рабочая сторона пластин должна быть без нарушенного слоя, высокой степени структурного совершенства, на ней не должно быть механических и химически связанных с поверхностью загрязнений.
Урок
Резка слитков на пластины.
Резка слитка обеспечивает необходимую толщину полупроводниковой пластины, плоскостность и параллельность ее сторон, минимальный прогиб.
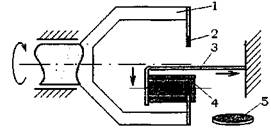
Основным промышленным методом резки полупроводниковых слитков на пластины является резка диском с внутренней алмазосодержащей режущей кромкой.
|
Этот метод в сравнении с другими методами резки обеспечивает лучшее качество пластин и большую производительность процесса.
1 - основа диска 4 - полупроводниковый слиток
2 - режущая кромка 5 - полупроводниковая пластина
3 - держатель слитка
Во время резки алмазные зерна, закрепленные в режущей кромке, разрушают обрабатываемую поверхность, срезают микровыступы. Частота вращения диска 4000 -5000 об/мин, скорость резания пластины - 40 мм/мин, разброс по толщине пластин ± 20 мкм, отходы материала - небольшие. Основной недостаток - сложность установки алмазного диска и его центровки.
Пластины после резки очищают от клеющих, смазочных материалов, частиц пыли и других загрязнений.
После контроля пластины передают на шлифование.
Шлифовка и полировка.
Шлифовка и полировка обеспечивают минимальную шероховатость поверхности пластин, удаляют нарушенный в процессе резки поверхностный слой.
Под шлифовкой понимают процесс обработки поверхности пластин на шлифовальниках (твердых дисках из чугуна, стали, латуни или стекла) с помощью абразивной суспензии - обработка свободным абразивом.
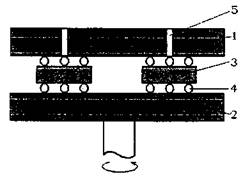
В промышленном производстве наиболее часто применяют двустороннюю шлифовку свободным абразивом. По сравнению с другими методами шлифовка этим методом более производительна, обеспечивает высокую точность обработки поверхностей, не требует наклейки пластин.
|
1 - верхний шлифовальник
2 - нижний шлифовальник
3 - полупроводниковая пластина
4 - прослойка абразивной суспензии
5 - отверстия для поступления суспензии
Для двусторонней шлифовки применяют водные и глицериновые суспензии микропорошков SiC (карбид кремния) или В4С (электрокорунд). Шлифовку проводят в несколько этапов, постепенно уменьшая зернистость порошка от 28 мкм до 3 мкм.
Разрушение обрабатываемой поверхности происходит за счет перекатывания зерен абразива между поверхностями пластин и шлифовальника. После шлифовки пластины очищают от загрязнений, контролируют и передают на полировку.
Полируют пластины на мягких полировальниках. Для этого тканые и нетканые материалы (сатин, батист, сукно, велюр, замшу и др.) натягивают на обычный шлифовальный круг и закрепляют. Полировку выполняют в несколько этапов, постепенно уменьшая размер зерна и твердость абразива, а на последнем этапе полностью исключают абразив.
Полировка может быть односторонней и двусторонней.
Механическая предварительная полировка выполняется алмазными суспензиями и пастами с размером зерен микропорошка от 3 мкм до 1 мкм.
Окончательная (тонкая) полировка выполняется мягкими полировальными составами на основе оксидов алюминия, кремния, хрома и других с размером зерна менее 1 мкм.
Полировка по своей сущности не отличается от шлифовки, отличие состоит лишь в применяемых абразивных материалах, их зернистости, материале полировальника и режимах обработки. Механическую полировку иногда называют тонкой шлифовкой.
После полировки пластины очищают от загрязнений и контролируют.
Тема: Химическая обработка.
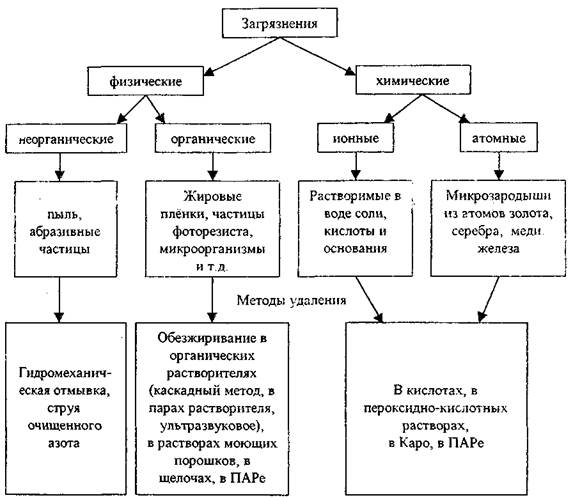
На технологической операции "Химическая обработка" с поверхности полупроводниковых пластин удаляются имеющиеся там загрязнения.
Технологически чистой считается поверхность, на которой концентрация загрязнений не препятствует воспроизводимому получению заданных параметров ИМС и их стабильности.
Для правильного выбора метода очистки полупроводниковых пластин от загрязнений необходимо знать, какие загрязнения имеются на поверхности пластин, как их можно удалить, какое влияние они могут оказать на свойства ИМС и на качество последующих операций, а также методы контроля чистоты поверхности.
|
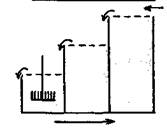
1. Каскадный метод.
|
Пластины во фторопластовых кассетах погружают в двух- четырех каскадную ванну. По мере очистки кассеты с пластинами переносят из одной ванны в другую навстречу
движению растворителя, что обеспечивает непрерывный отвод загрязнений от пластин.
2. В парах растворителя.

|
Загрязнения с пластин удаляются вместе с каплями конденсата.
Исключается повторное загрязнение.
3. Ультразвуковое обезжиривание.
Выполняют в специальных ваннах, дно и стенки которых совершают механические колебания с ультразвуковой - частотой. Эти колебания вызывают перемешивание растворителя и кавитацию, и загрязнения быстро удаляются из самых труднодоступных участков.
4. В растворах моющих порошков.
Жиры на поверхности пластин переводятся в мыла, представляющие собой растворимые в воде соли, которые удаляются последующей отмывкой в воде.
5. В щелочах.
Жиры разлагаются с образованием растворимых в воде соединений, которые удаляются последующей отмывкой в воде.
6. В ПАРе.
Пероксидно-аммиачный раствор состоит из пероксида водорода, гидрооксида аммония и воды (Н2О2: NH4OH: H2O =1:1:4) Удаляет все жировые загрязнения, неорганические загрязнения, ионы различных металлов путем их оксидирования атомарным кислородом. Щелочь ускоряет процесс разложения перекиси, омыляет жиры и связывает в хорошо растворимые комплексы некоторые металлы.
7. В кислотах.
Удаляются атомы и ионы металлов, жировые загрязнения, а также оксиды, нитриды, сульфиды и др. соединения. Удаление ионов металлов сопровождается их вытеснением ионами водорода. Для удаления атомов металлов применяют кислоты, растворяющие эти металлы.
8. В пероксидно-кислотных растворах (Н2О2: НNO3 : Н2O =1:1:1)
При нагревании кислота легко разлагается, эффективно связывая в комплексы ионы щелочных металлов.
9. Хорошие результаты обеспечивает очистка пластин кремния в растворе «Каро»
(H2SO4: Н2О2 = 3: 1) при температуре 130°.








