2014-02-09
2014-02-09 1251
1251Рис. 82. Различные способы кругления корешков блоков
Наиболее часто в блокообрабатывающих машинах применяется способ кругления блоков двумя вращающимися навстречу друг другу валиками. При этом тетради в блоке движутся с разной скоростью и перемещаются на разные расстояния, что зависит от их удаления от центров вращения валиков. Степень кругления корешка блока валиками круглильного устройства зависит от объема блока, угла поворота прокатывающих валиков, усилия сжатия блока валиками, физико-химических свойств бумаги, плотности шитья и других факторов.
В процессе кругления корешок приобретает выпуклую форму, а передний обрез блока – вогнутую. Для получения плавного, а не ступенчатого переднего обреза необходимо, чтобы при круглении происходил относительный сдвиг отдельных листов, а не тетрадей.
Взаимное смещение листов в тетрадях в процессе кругления сопровождается их перефальцовкой, т. е. отклонением места фальца тетради от первоначального положения. Величина перефальцовки соответствует величине относительного сдвига ее внешних листов. При этом образуется новый фальц, а старый выпрямляется. Валики сдавливают книжный блок и внедряются в него, изгибая листы. В зоне давления радиус кривизны листов увеличивается по мере перехода от внешних листов к внутренним.
При вращении валиков каждый лист в зоне деформации будет двигаться не поступательно, а поворачиваться относительно центра кривизны этого листа. Любая точка на выпуклой стороне листа должна двигаться быстрее, чем на вогнутой. Движение от одного листа к другому может передаваться только за счет сил трения, действующих между их поверхностями. Каждый лист, расположенный ближе к середине блока, перемещается предыдущим на большую величину, чем переместился сам при повороте относительно центра вращения. Поэтому взаимный сдвиг листов, расположенных ближе к центру вращения блока, будет больше сдвига листов, находящихся в середине блока.
Такой способ кругления дает возможность получать точный профиль корешка блока, легко регулировать величину кругления, а также достаточно прост по конструкции механизмов, участвующих в его выполнении.
Сдавливание блоков между двумя профильными поверхностями, воздействующими на передок и корешок блока, также обеспечивает точность и идентичность профиля корешков. Профильные поверхности смещают тетради в блоке, устанавливая их в соответствии с формой поверхности инструментов – колодок. Этот способ кругления прост по конструкции исполнительных механизмов и траектории рабочих органов, но получить корешок с кривизной, близкой к дуге окружности, таким способом трудно. При переходе на обработку блоков другой толщины необходимо менять и толщину профильных поверхностей.
Кругление блоков качающейся колодкой не обеспечивает одинакового и точного профиля корешков блоков и поэтому применяется в простейших, машинах, предназначенных для обработки сигнальных экземпляров книг в макетных отделениях или в мелких типографиях, где используется ручной труд.
Только один способ из четырех – с помощью вращающихся конических роликов – позволяет круглить корешки блоков в процессе их движения, т. е. безвыстойно.
Ролики, установленные под различными углами, образуют точками касания с корешком профильную поверхность с постепенно меняющейся кривизной, по которой устанавливаются тетради сначала с одной, а затем с другой стороны блока.
а б в
Рис. 83. Кругление блоков валиками и колодками
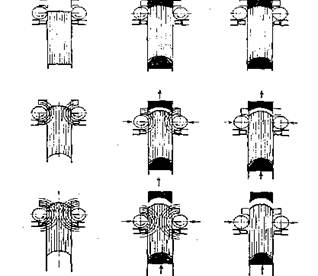
В некоторых случаях в одной позиции одновременно могут работать два различных инструмента для кругления блока. На рис. 83 а показаны три последовательных (сверху вниз) положения блока при его круглении только вращающимися валиками. На рис. 83 б кругление блока происходит в результате одновременного воздействия профильных колодок на передок и корешок блока и вращающихся валиков на крайние тетради блока. На рис. 83 в в процессе кругления также участвуют два вида инструмента, но валики не вращаются, а только сжимают блок с двух сторон, создавая опору и тормозящее сопротивление смещению крайних тетрадей. Наиболее производителен и конструктивно сложен второй вариант. Объединяя в одной позиции два вида инструментов, можно получить компактную и производительную конструкцию устройства для кругления. В результате отгибки и прессования корешковых фальцев тетрадей в книжных блоках повышается прочность соединения тетрадей между собой и прочность соединения блоков с переплетными крышками. После отгибки фальцев профиль корешка блока из полукруглого превращается в грибообразный. Фальцы тетрадей в блоке должны быть симметрично отогнуты в обе стороны относительно середины. Отгибка фальцев выполняется в два приема: сначала корешковая часть зажимается тисками, а затем поверхность корешка обрабатывается специальными инструментами. Отгибку фальцев можно выполнить различными способами. Устройства для отгибки фальцев тетрадей в корешках блоков представлены на рис. 84.
Чаще всего для отгибки фальцев применяют качающуюся колодку (рис. 84 а), при этом блок с двух сторон должен быть зажат тисками около корешка, чтобы в процессе обработки он был неподвижен. К корешку прижимается профильная колодка для отгибки фальцев тетрадей, которая, качаясь, отгибает корешки тетрадей в разные стороны от плоскости симметрии корешка.
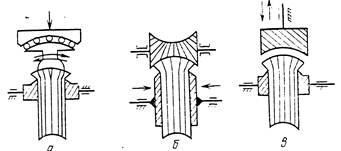
Рис. 84. Устройства для отгибки фальцев тетрадей в корешках блоков
Безвыстойная отгибка фальцев может производиться профильными роликами (рис. 84 б), на поверхности которых имеется винтовая нарезка. Блок, зажатый плитами, движется в продольном направлении, а его корешок катится по роликам, установленным так, что их поверхность на несколько миллиметров перекрывает поверхность корешка. Это необходимо для создания силового давления роликов на блок, возникновения трения между корешком и роликами и деформации фальцев тетрадей, которые в результате отгибаются от середины, а корешок блока принимает грибообразную форму.
Отгибку фальцев можно производить профильной колодкой, совершающей возвратно-поступательные движения с большой частотой, но относительно малой амплитудой (рис. 84 в). Движение колодке сообщается вибратором. Такой способ, называемый виброкашировкой, обеспечивает необходимое качество отгибки фальцев корешка при высокой производительности процесса. К существенным недостаткам виброкашировки следует отнести повышенный шум и вибрацию, для борьбы с которыми необходимо вносить изменения в конструктивные решения. Качество отгибки фальцев зависит не только от вида применяемых рабочих органов и режима их работы, но и от характера объекта обработки. Необходимо отметить, что в последнее время отгибка фальцев на практике выполняется весьма приблизительно, почти что условно. Способствует этому, прежде всего отсутствие объективных методов контроля качества этой технологической операции. После отгибки фальцев деформированные колодкой сгибы тетрадей должны заклинить смежные тетради, расположенные симметрично корешку.
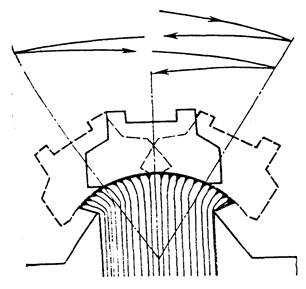
Симметричность достигается одинаковым числом рабочих качаний колодки в каждую сторону от середины корешка. На рис. 85 показана отгибка фальцев профильной качающейся колодкой. Два с половиной рабочих перемещения в каждую сторону формируют симметричное грибообразное поперечное сечение блока. В некоторых машинах одновременно работают две симметрично установленные относительно корешка гребенчатые колодки, входящие в вырезы друг друга гребешками.
Качество отгибки фальцев, определяемое величиной и симметричностью деформации, зависит от числа рабочих качаний колодки в каждую сторону, амплитуды качания, силы давления колодки на корешок, глубины деформируемого колодкой слоя бумаги и глубины внедрения колодки в корешок.
Для зажима блоков в тисках применяются механические и гидравлические устройства, создающие довольно большое усиление зажима – 50–70 Н/мм, при этом давление колодки для отгибки фальцев на корешок достигает 4–5 Н/мм.