 2014-02-09
2014-02-09 1259
1259Агрегат 2БТГ-270
Многопозиционный агрегат 2БТГ-270 принципиально устроен так же, как и агрегат БЗР. Он представляет собой замкнутую конвейерную систему со звеньями-зажимами. Движение конвейера чередуется с остановками, во время которых выполняются технологические операции.
На рис. 95 приведена технологическая схема агрегата 2БТГ-270. Книжные блоки поштучно подаются транспортно-синхронизующим устройством в установочную секцию I (ввод блока в зажим). Установочный стол поднимает блок и вставляет его корешком вниз и головкой вперед в раскрытый зажим звена конвейера, который в это время выстаивает. Зажим закрывается, стол опускается. Конвейер делает один шаг, подает блок в прессующую секцию II (обжим корешка блока). Затем блок попадает в секцию предварительного кругления III. Зажим слегка раскрывается, и блок опускается на полукруглый столик, где ему придается небольшая округлость. Затем зажим закрывается, и конвейер переходит в секцию IV окончательного кругления.
Следующие две секции V (отгибка фальцев тетрадей) предназначены для придания корешку грибообразной формы. В секции VI (подъем блока вверх) зажим звена снова раскрывается и блок опускается на стол, предназначенный для выравнивания блока по корешку и головке. При помощи стола блок также глубже вдвигается в зажим, что необходимо для качественного выполнения последующих технологических операций. После выравнивания блок вновь зажимается в конвейере и начинает двигаться вместе с ним. Далее он проходит через клеевой аппарат VII. Здесь на корешок вращающимся роликом наносится слой клея, необходимого для последующей приклейки полоски корешкового материала.
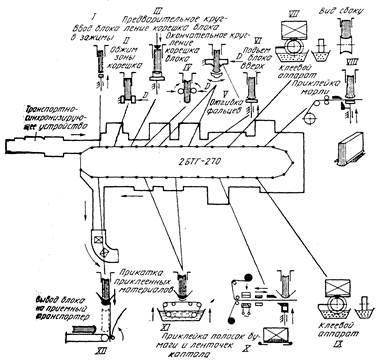 Рис.95. Технологическая схема блокообрабатывающего агрегата 2БТГ-270
Рис.95. Технологическая схема блокообрабатывающего агрегата 2БТГ-270
Эта операция выполняется в секции VIII (приклейка марли), в которой лента материала выдвигается на стол валиками, стол поднимается к блоку, а два ножа (подвижный и неподвижный) отрезают нужную полоску, которая при помощи стола приклеивается к корешку. В следующих позициях, приходящихся на полукруглую часть конвейера, клеевой слой подсушивается. В секции IX (клеевой аппарат) поверх корешкового материала второй клеевой аппарат наносит еще один слой клея для приклейки полоски бумаги и капталов. В секции X (приклейка полосок бумаги и ленточек каптала) полоска бумаги и две ленточки каптала склеиваются друг с другом, затем отрезается полоса, по толщине соответствующая толщине блока, которая приклеивается к корешку.
Две одинаковые секции XI (прикатка приклеенных материалов) предназначены для того, чтобы прикатать корешковый материал, полоску бумаги и каптал по всей поверхности корешка. С этой целью корешки блоков вдавливаются в резиновое полотно, которое натянуто на валики, находящиеся в резервуаре с водой. Секция поднимается и обтягивает корешок полотном. Затем вода смывает с полотна остатки клея. В следующей секции XII (вывод блока на приемный транспортер) зажимы конвейера раскрываются, и блок падает на выводной или передаточный транспортер.








