 2014-02-12
2014-02-12 2713
2713Незатылованные фрезы затачиваются по задней поверхности, используются в условиях крупносерийного и массового производства т.к. их стойкость и стоимость выше затылованных фрез. Высокая стойкость объясняется тем, что при заточке задней поверхности снимается образующийся после закалки, так называемый обезуглероженный слой.
Стоимость высока потому, что сложен процесс заточки, особенно фасонных фрез.
Зубья бывают трёх форм:
трапециевидная - применяется: для мелкозубых фрез, используемых для чистовой обработки, g = 0
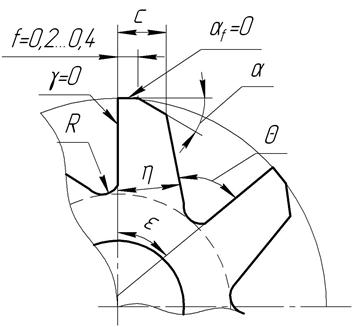
Рис. 5.7
ε – шаговый угол ε =360/z
q - угол впадины q = ε + η;
R – радиус в основании впадины R = (1…2) мм;
f – длина задней поверхности, f = (0,5 … 2) мм.
h - угол при вершине зуба, если h  45°, то расчёт на прочность не производят.
45°, то расчёт на прочность не производят.
С – длина задней поверхности.
f – длина фаски по задней поверхности зубьев
усиленная-ломаная – применяется для крупнозубых фрез, при снятии больших припусков (черновая обработка)g > 0.
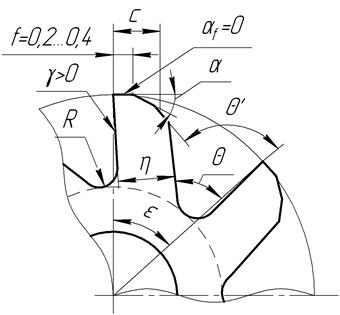
Рис. 5.8
Такая форма зуба обеспечивает более высокую прочность, чем трапецеидальная форма, за счёт приближения спинки зуба к параболе, (форма зуба ближе к форме балки равного сопротивления на изгиб).
криволинейная (радиусная) - Применяется для крупнозубых фрез, для снятия больших припусков (черновая обработка). γ>0.
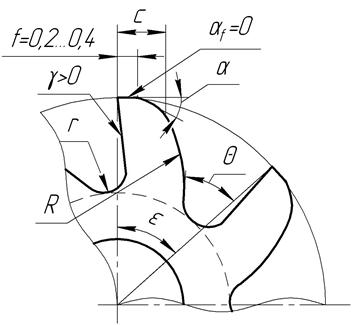
Рис. 5.9
При такой форме зуба обеспечивается его равнопрочность по высоте, спинка выполнена по параболе.
Стружечные канавки для первой и второй формы зубьев получают стандартными угловыми фрезами. Для третьей формы нужна специальная фреза.
Для уменьшения радиального биения режущих кромок зубьев незатылованных фрез на каждом зубе методом круглого наружного шлифования получают фаску f = 0,2..0,4 мм, с af = 0°.








