 2015-01-30
2015-01-30 701
701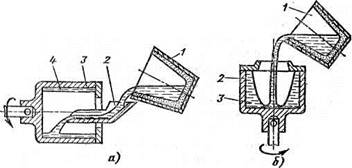 |
Центробежным литьем называют процесс, при котором заливка металла производится во вращающуюся литейную форму. При этом заполнение формы и кристаллизация отливки происходит под давлением центробежных сил.
Рис. 4.6. Схемы изготовления отливок на центробежных машинах с осью вращения:
а — горизонтальной; б — вертикальной.
В машинах с горизонтальной осью вращения (рис. 4.6, а) расплавленный металл из ковша 1 заливают по специальному желобу 2 во вращающуюся форму 3 с частотой вращения 200—1400 мин-1. Попадая на внутренние стенки формы, жидкий металл образует полую цилиндрическую отливку 4, которую после затвердевания извлекают из формы. На таких машинах получают детали и заготовки типа труб, втулок, гильз.
На машинах с вертикальной осью вращения (рис. 4.6, б) расплавленный металл из ковша 1 заливают во вращающуюся форму 2 с частотой вращения 160— 500 мин-1. Растекаясь по дну изложницы, металл увлекается центробежными силами и прижимается к боковой цилиндрической стенке, образуя вокруг нее кольцевой слой 3. Форма вращается до полного затвердевания металла, после чего форму останавливают и из нее извлекают отливку. На таких машинах получают отливки небольшой высоты, но большого диаметра: кольца, венцы зубчатых колес.








