2015-01-30
2015-01-30 533
5331) Частота масляных каналов в корпусе носка и в вале редуктора достигается за счет введения специальных мероприятий (прокачка каналов горячим маслом). Каждый канал прокачивается маслом при T=78оС под Р=0,2 Мпа в течение времени t=3-5 мин. После прокачки осуществляется контроль чистоты канала. Все выходящее из канала масло проходит через специальный фильтр. На нем не должно быть специальных частиц. Если это не выполняется, то операция прокачки повторяется, но с длительностью 10 минут. По окончании прокачки, если все хорошо, каналы промываются бензином.
2) Обеспечение заданных посадок. Контроль путем непосредственного измерения размеров сопрягаемых деталей. Метод достижения неполная взаимозаменяемость.
3) Обеспечение качества кольцевых контактных уплотнений контролируются по нескольким параметрам: а) проверка кольца на упругость.
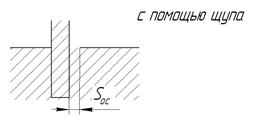
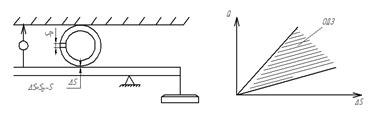 б) проверка величины зазора в стыке в рабочем состоянии. в) контроль формы кольца по прилеганию его к маслораспределительной втулке. г) проверка осевого зазора между торцем канавки и торцем кольца. Осевой зазор контролируется с помощью щупа.
б) проверка величины зазора в стыке в рабочем состоянии. в) контроль формы кольца по прилеганию его к маслораспределительной втулке. г) проверка осевого зазора между торцем канавки и торцем кольца. Осевой зазор контролируется с помощью щупа.
4) Обеспечение герметичности соединения. Контроль суммарной утечки масла осуществляется после окончательной сборке носка. Герметичность соединения носка и подводящих трубопроводов осуществляются с помощью метода опрессовки. В узел подается давление на 25% превышающее рабочее давление, делается выдержка и контролируют все стыки на отсутствие течи.
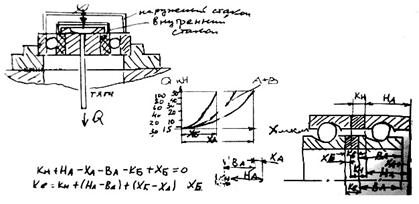
5) Обеспечение заданного распределения нагрузки между подшипниками. распределение осевой нагрузки между шарикоподшипниками осуществляется за счет выполнения последовательных операций.