 2015-01-30
2015-01-30 538
538Цели общей сборки: 1) компоновка сборочных единиц в единое целое. 2) установка агрегатов на двигатель. 3) установка трубопроводов. 4) монтаж электрооборудования.
При выполнении данных задач необходимо обеспечить следующие технические требования:
1) Обеспечить заданную точность базирования всех сборочных единиц с целью достижения необходимой соосности роторов и концентричности уплотнительных поверхностей в узлах компрессора и турбины.
2) Обеспечить заданную точность усилия затяжки и их равномерности, при затяжке резьбовых соединений крепежа корпусов всех сборочных единиц.
3) Обеспечить заданную соосность пространственного положения всех стыковочных элементов гидрогазогенераторных систем двигателя. По базовым СК.
4) Обеспечить отсутствие технологических напряжений в трубопроводных системах при сборке.
5) Обеспечить герметичность соединения трубопроводов в гидро газовой системе.
6) Обеспечить задание качество монтажа электрооборудования.
Для обеспечения заданных ТТ в процессе общей сборки выполняются следующие операции:
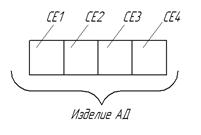
1- Последовательная установка всех сборочных единиц на базовую сборочную единицу. За базовую сборочную единицу выбирается такая, где располагается шарикоподшипник для роторов. Точность базирования при стыковке основных сборочных единиц зависит в основном от положения оси базовой сборочной единицы при общей сборке.
Различают два варианта расположения БСЕ:
1) Когда ось БСЕ горизонтальна.
2) Ось БСЕ вертикальна
В первом случае, на каждую сборочную единицу будет действовать сила тяжести которая будет приводить к смещениям стыкуемых сборочных единиц. В результате возникает несоосность роторов и неконцентричность уплотнительных колец. Основной плюс схемы – простота сборки, то есть облегченный доступно по всем СЕ, простота технологии оборудования, относительная небольшая высота сборочных цехов. 
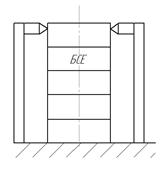 Для обеспечения высокой точности базирования СЕ лучше использовать вертикальную схему сборки. Главный минус – большая высота сборочного цеха и необходимость оснащения сборочной площадки специальным подъемным оборудованием, так же устройствами для поворота двигателя в горизонтальное положение. Измеряем радиальное биение поверхности уплотнительных элементов статора, то есть таким же образом как при сборке К. При компоновке сборочных единиц контроль усилия затяжки обычно обеспечивается по величине Мкр. Равномерность усилия за счет многократной перезатяжки.
Для обеспечения высокой точности базирования СЕ лучше использовать вертикальную схему сборки. Главный минус – большая высота сборочного цеха и необходимость оснащения сборочной площадки специальным подъемным оборудованием, так же устройствами для поворота двигателя в горизонтальное положение. Измеряем радиальное биение поверхности уплотнительных элементов статора, то есть таким же образом как при сборке К. При компоновке сборочных единиц контроль усилия затяжки обычно обеспечивается по величине Мкр. Равномерность усилия за счет многократной перезатяжки.








