 2015-01-30
2015-01-30 2913
2913Контрольная карта – это разновидность графика, однако она отличается от обычного графика наличием линий, называемых контрольными границами или границами регулирования. Эти контрольные границы обозначают ширину разброса, образующегося в обычных условиях течения процесса. Если все точки на графике входят в область, ограниченную контрольными границами, это указывает на то, что процесс протекает в относительно постоянных условиях, т. е. на стабильность процесса. И наоборот, если на графике есть точки, выходящие за пределы контрольных границ, значит, в ходе процесса возникли погрешности, нарушившие его стабильность. Это можно проиллюстрировать следующими графиками (рис.6, 7):
Рис.6.Все точки находятся в пределах контрольных границ.
1 – верхняя контрольная граница нормы;
2 – нижняя контрольная граница нормы;
Рис.7 Наблюдается выброс точек за пределы контрольной границы (это говорит о возникновении неполадок в процессе).
При осуществлении контроля характеристик с помощью контрольных карт проверяют, попадают ли все точки графика в диапазон между двумя линиями, представляющими собой контрольные границы. Этот диапазон характеризует контрольные нормативы, в пределах которых разброс показателей качества считается допустимым. Такой разброс вызван случайными отклонениями (в пределах допустимых значений) показателей качества исходных материалов или деталей, а также условий производства, и называется неизбежным разбросом (рассеянием) показателей качества. Таким образом, колебание по вертикали точек графика внутри контрольного диапазона определяют неизбежный разброс показателей качества и не требуют вмешательства в ход процесса.
Если же на графике часть точек выходит за пределы верхней или нижней контрольной границы, это значит, что измеренные характеристики испытывают разброс, выходящий за пределы контрольных нормативов. Такой разброс называется устранимым разбросом (рассеянием). И в этом случае необходимо немедленно принять все меры для выявления и устранения причины отклонения.
В процессе составления контрольной карты самым важным является способ определения контрольных границ (или контрольных нормативов). Для их определения необходимо собрать большое количество данных, называемых предварительными, которые характеризуют состояние процесса. На основе этих предварительных данных производится расчет по установленной формуле контрольных нормативов.
В производственной практике используются различные виды контрольных карт, отличающиеся друг от друга характером используемых данных. Основным видом, наиболее широко применяемым в производстве, является так называемая ( -R)-карта. Для её составления собирают предварительные данные измерений характеристик (таких, как длина, толщина, вес, прочность, влажность и т.д.) в количестве порядка 100. Эти данные делятся на 20-25 групп по 4-5 значений в каждой. Для регистрации и систематизации предварительных данных пользуются специальными бланками контрольных листов.
-R)-карта. Для её составления собирают предварительные данные измерений характеристик (таких, как длина, толщина, вес, прочность, влажность и т.д.) в количестве порядка 100. Эти данные делятся на 20-25 групп по 4-5 значений в каждой. Для регистрации и систематизации предварительных данных пользуются специальными бланками контрольных листов.
Чтобы процесс составления контрольной карты был более ясным, рассмотрим следующий конкретный пример 2.
Пример 2. Предположим, организация получила с завода-изготовителя большую партию резиновых прокладок, укладываемых между шпалой и металлической подкладкой. В порядке приёмочного контроля из этой партии были отобраны 100 штук прокладок, которые разделили поровну на группы по 5 штук в каждой. Контрольная операция заключалась в измерении толщины прокладок с занесением полученных данных в бланк контрольного листка. Затем, для каждой группы рассчитываем средние арифметические значения  и размах R по формулам:
и размах R по формулам:
 ,
,
где
 - сумма всех измеренных значений X в группе;
- сумма всех измеренных значений X в группе;
n – число измеренных значений в группе;
R = X max – X min,
где
X max и X min – наибольшее и наименьшее значения результатов измерений в группе.
Полученные данные заносим в следующую таблицу 3:
Табл.3
| Дата | № группы | Измеренные значения, мм | Сумма | Среднее значение  | Диапазон R, мм | Примечание | |||||
| X1 | X2 | X3 | X4 | X5 | |||||||
| 30.06.2007 | 5,3 | 5,4 | 5,4 | 5,4 | 5,6 | 27,1 | 5,42 | 0,3 | |||
| 5,5 | 5,4 | 5,4 | 5,3 | 5,3 | 26,9 | 5,38 | 0,2 | ||||
| 5,5 | 5,3 | 5,3 | 5,3 | 5,4 | 26,8 | 5,36 | 0,2 | ||||
| 5,6 | 5,3 | 5,4 | 5,4 | 5,4 | 27,1 | 5,42 | 0,3 | ||||
| 5,5 | 5,4 | 5,4 | 5,4 | 5,3 | 27,0 | 5,40 | 0,2 | ||||
| 5,4 | 5,4 | 5,5 | 5,5 | 5,4 | 27,2 | 5,44 | 0,1 | ||||
| 5,5 | 5,4 | 5,4 | 5,4 | 5,4 | 27,1 | 5,42 | 0,1 | ||||
| 5,6 | 5,4 | 5,5 | 5,4 | 5,4 | 27,3 | 5,46 | 0,2 | ||||
| 5,4 | 5,4 | 5,4 | 5,3 | 5,3 | 26,8 | 5,36 | 0,1 | ||||
| 5,5 | 5,3 | 5,4 | 5,3 | 5,4 | 26,9 | 5,38 | 0,2 | ||||
| 5,4 | 5,4 | 5,5 | 5,4 | 5,4 | 27,1 | 5,42 | 0,1 | ||||
| 5,4 | 5,4 | 5,4 | 5,3 | 5,5 | 27,0 | 5,40 | 0,2 | ||||
| 5,4 | 5,3 | 5,4 | 5,5 | 5,7 | 27,3 | 5,46 | 0,4 | ||||
| 5,3 | 5,4 | 5,4 | 5,4 | 5,5 | 27,0 | 5,40 | 0,2 | ||||
| 5,4 | 5,3 | 5,5 | 5,5 | 5,4 | 27,4 | 5,42 | 0,2 | ||||
| 5,4 | 5,3 | 5,4 | 5,4 | 5,4 | 26,8 | 5,36 | 0,1 | ||||
| 5,4 | 5,5 | 5,3 | 5,3 | 5,3 | 26,8 | 5,36 | 0,2 | ||||
| 5,4 | 5,4 | 5,4 | 5,4 | 5,5 | 27,1 | 5,42 | 0,1 | ||||
| 5,6 | 5,4 | 5,4 | 5,4 | 5,4 | 27,2 | 5,44 | 0,2 | ||||
| 5,6 | 5,3 | 5,3 | 5,5 | 5,3 | 27,0 | 5,40 | 0,3 | ||||
| Сумма | 108,12 | 3,9 | |||||||||
Контрольная карта : UCL=  +A2 +A2  =5,519 LCL= -A2 =5,293 =5,519 LCL= -A2 =5,293 | Контрольная карта R: UCL=R=0,411 LCL=R – (не определено) | =5,406 =0,195 | |||||||||
 5 5 |  0,73 0,58 0,73 0,58 |  2,28 2,11 2,28 2,11 |  - - - - | ||||||||
После этого на бланке контрольной карты по вертикальной оси откладываем значения и R, а по горизонтальной оси – номера групп. На график наносим точками значения и R для каждой группы.
Далее находим средние значения для  и для R каждой группы. Эти значения будут определять среднюю линию контрольного диапазона: - среднюю линию для -карты; - среднюю линию для R-карты.
и для R каждой группы. Эти значения будут определять среднюю линию контрольного диапазона: - среднюю линию для -карты; - среднюю линию для R-карты.
Для рассматриваемого примера =5,406; =0,195. Средняя линия обычно обозначается сплошной линией.
Следующим шагом будет установление контрольных границ отдельно для -карты и R-карты.
А) для -карты
верхняя контрольная граница UCL= +A2 ,
нижняя контрольная граница LCL= -A2 ;
Б) для R-карты
UCL=D4 , LCL= D3
Здесь
A2, D4, D3 - расчетные коэффициенты для определения контрольных границ, значения их берутся из специальной таблицы [Приложение 1] в зависимости от размера (объема) выборки. Для данного примера (n=5): A2=0,577, D4=2,115, D3=0.
Расчет дает следующие значения для контрольных границ:
А) для -карты
UCL=5,519; LCL=5,293;
Б) для R-карты
UCL=0,411, LCL – не определяется, т.к. D3=0.
Контрольные границы обозначаются обычно пунктирной линией. Проведя эти границы на графике, получим контрольную карту ( -R) для рассматриваемого примера. (рис.8).
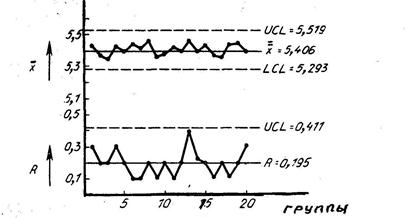
Рис.8 Контрольная карта ( -R) для измеренных значений толщины резиновой прокладки.
В соответствии с принятыми правилами построения контрольных карт точка, расположенная точно на контрольной границе, считается вышедшей за пределы границы.
В промышленном производстве, кроме рассмотренной ( -R)-карты, в ряде случаев могут применяться ещё два вида карт: р-карта и С-карта. Р-карта применяется в тех случаях, когда невозможно количественно оценить показатели качества продукции, например, интенсивность окрашивания, степень загрязнения поверхности, коробление изделия и др. В таких случаях качество определяется двумя оценками: «качественно» и «некачественно» или, как говорят, оценка производится по альтернативному признаку. Одним из видов контрольных карт по альтернативному признаку и является как раз р-карты.
Принцип построения р-карты аналогичен карте ( -R). Отличие заключается в том, что на графике по вертикали откладывается доля р-выхода дефектных («некачественных») изделий к суммарному объёму всех выборок. Кроме того, несколько иные формулы используются для определения верхней и нижней контрольных границ.
Аналогично карте ( -R), если все точки графика оказываются внутри контрольного диапазона р-карты, это означает, что процесс протекает в стабильных условиях. Если же одна или несколько точек выходят за контрольные границы, это означает, что в процессе произошли какие-то отклонения, грозящие выходом дефектной продукции. Задача заключается в том, чтобы быстро найти причину отклонения и принять меры по её устранению, т.е. разработать план корректирующих мероприятий. Например, в случае, когда на р-карте контроля интенсивности окраски наблюдается разброс точек за контрольную границу, необходимо исследовать такие контрольные параметры, как соответствие стандарту процесса окрашивания, постоянство интенсивности окраски, соблюдение установленного метода сушки и т.д.
Построение С-карты производится аналогично ранее рассмотренным, с той лишь разницей, что эту контрольную карту чаще применяют для контроля суммарного числа дефектов, например, число царапин или вмятин на поверхности изделия или числа сколов на ж.б.изделиях и др.

