 2015-02-04
2015-02-04 3168
3168Тема: Установка и перемещение сварных изделий
План:
1. Оборудование для установки свариваемых изделий.
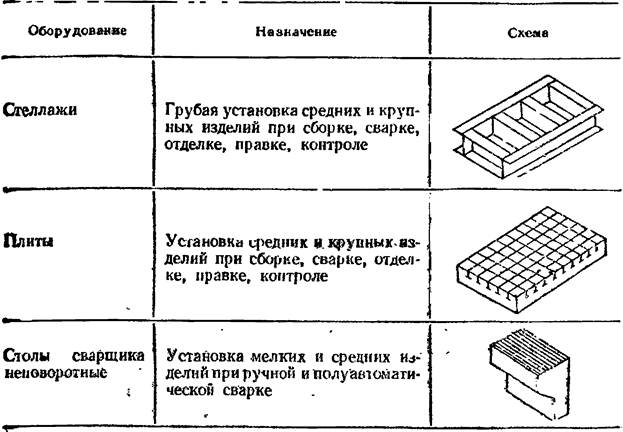
Оборудование для установки и перемещения свариваемых изделий применяют на всех стадиях технологического процесса изготовления сварных конструкций, оно составляет значительную часть механического оборудования сварочного производства. К оборудованию для установки свариваемых изделий относятся стеллажи, плиты, неповоротные столы сварщиков (табл. 8)
Таблица 8
Оборудование для установки свариваемых изделий
В сварных конструкциях швы занимают самое разнообразное положение в пространстве. Наибольшую скорость сварки, а также высокое качество сварного шва можно получить при нижнем его положении. Угловые швы – лучше всего сваривать «в лодочку». Необходимость удобного для сварки расположения швов требует неоднократного поворота изделия. Периодические повороты изделия часто необходимы также при сборке, контроле и отделке сварных конструкций. Кроме периодических установочных поворотов, для автоматической сварки круговых швов требуется вращение изделия с постоянной сварочной скоростью. В зависимости от вида движения (в том числе расположения и числа осей поворота), а также от формы изделий и вида сварки различают следующее оборудование для перемещения, манипуляторы, вращатели, кантователи, роликовые стенды.
Оборудование для установки свариваемых изделий. Стеллаж представляет собой обычно металлоконструкцию из листового и профильного проката. Для крупных тяжелых изделий стеллажи закрепляют на бетонном основании, для средних — стеллажи могут быть переносными. На стеллажах большей частью собирают изделия, не требующие высокой точности сборки, или изделия, точность которых обеспечивается самими деталями и при сборке которых можно обойтись без установочных и зажимных приспособлений.
В отличие от стеллажей плита представляет собой более точную и надежную базу для размещения на ней установочных и зажимных устройств. Плиты обеспечивают сборку изделий высокого качества. Сборочные плиты изготовляют из чугуна с пазами в двух взаимно перпендикулярных направлениях (см. рис. 67) или с крепежными отверстиями для установки упоров, фиксаторов, прижимов. Верхняя, рабочая поверхность плит подвергается механической обработке. Плиты обычно устанавливают на полу, рабочую плоскость тщательно выверяют по уровню, пространство между ребрами заливают бетоном. Для сравнительно небольших изделий плиты можно устанавливать без заливки бетоном, свободно или на специальных стеллажах с помощью установочных винтов.
Для больших изделий собирают плитные поля из двух я более плит, соединенных специальными болтами. Рабочие поверхности собранных плит должны лежать в одной горизонтальной плоскости, что обеспечивается шпонками, штифтами и тщательной обработкой боковых стыкуемых сторон.
По ГОСТ 17934—72 и 17883—72 плиты для сборно-разборных приспособлений с пазами шириной соответственно 16 и 12 мм для сборочно-сварочных работ имеют размеры в плане 480×720 мм, 720×1200 мм, 1200×1200 мм; высота всех плит 120 мм, расстояние между соседними пазами 120 мм (для плит с пазами 16 мм) и 60 мм, (для плит с пазами 12 мм).
Кроме сборочных плит применяют плиты для разметки и контроля сварных изделий, а также для сварки, правки и зачистки. Эти плиты по конструкции аналогичны сборочным и отличаются от них отсутствием пазов. Контрольно-разметочные плиты имеют большую точность, на их рабочей поверхности, как правило, нанесена координатная сетка. Плиты для спарки, правки и зачистки имеют более грубую рабочую поверхность и увеличенную толщину.
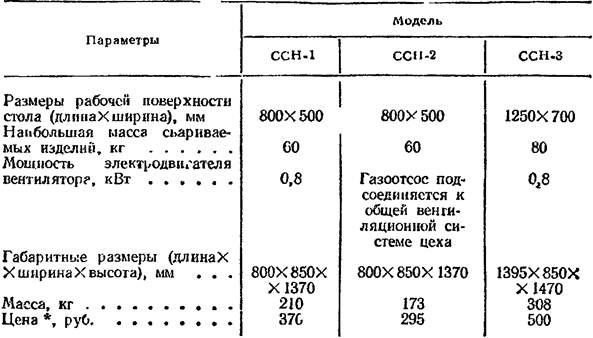
Не поворотный стол сварщика модели ССН-1, для изделий массой до 60 кг (табл. 9). Стол оборудован вентилятором, служащим для отсоса газов и пыли, образующихся при сварке, через верхнюю наклонную панель и решетчатую поверхность стола. Внутри стола размещены отсек для электродов и шкаф для инструмента, а в наклонной панели — две лампочки местного освещения. Применение столов создает благоприятные санитарно-гигиенические условия при работе сварщика. Выпускается также стол без вентилятора, подсоединяемый к общецеховой вытяжной системе. Поскольку стол не имеет защиты окружающих от сварочной дуги, такая защита должна быть предусмотрена при установке стола в цехе.
Таблица 9
Технические данные столов сварщика
1. Назначение оборудованиядля установки свариваемых изделий.
2. Назначение не поворотных столов сварщика
Литература:
Базовая:
1. А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;
2. М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
3. В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
4. Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
5. Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование»;

