 2014-02-02
2014-02-02 8383
8383Подъемно-транспортное и транспортное оборудование
Простейшими грузоподъемными механизмами являются домкраты. Они предназначены для подъема груза на небольшую высоту (до 0,8 – 1 м) и обычно применяются при ремонтных и монтажных работах автотракторной техники.
Привод домкратов может быть ручным и механическим.
Различают винтовые, рычажно-реечные, зубчато-реечные и гидравлические домкраты.
На рисунке 16.1 показано устройство ручного винтового домкрата на салазках, облегчающих его точную установку под грузом.[58]
Подъемный стальной винт 3 домкрата ввернут в гайку 4, укрепленную в корпусе 7. На верхней части винта установлена рифленая головка 5, которая может поворачиваться относительно винта. Вращение винта 3 производится рукояткой 6 с двусторонней трещоткой 10. В зависимости от положения трещотки, фиксируемой кулачком 9, осуществляют вращение винта в одну или в другую сторону.
Корпус домкрата в нижней части имеет опорную плиту – гайку, перемещающуюся по направляющим при вращении винта 1 горизонтального перемещения. Вращение этого винта производится рукояткой 2, снабженной трещоткой 8.
Грузоподъемность винтовых домкратов колеблется от 2 до 20 т. Сила, необходимая для привода домкрата, определяется из условия равенства момента, создаваемого рабочим на приводной рукоятке, и момента от сил трения в резьбе и между головкой 5 и верхней частью винта. Использование винтовой пары с самотормозящей резьбой, обеспечивающей удержание поднятого груза, является причиной низкого коэффициента полезного действия (КПД), равного 0,3 – 0,4. Такие домкраты используются чаще при ремонте автотехники, а на железнодорожном транспорте - при работах по ремонту пути.
Широко распространены также гидравлические ручные домкраты (рисунок 16.1, б ). Они имеют высокий кпд (0,75 – 0,8) в сравнении с винтовыми ручными домкратами, малые габариты и массу, обеспечивают плавный подъем и спуск груза при весьма точной его фиксации в необходимом положении.
Гидравлический домкрат состоит из скалки 6, снабженной упорной головкой 1. Скалка входит в цилиндрическую часть корпуса 5, в нижнюю часть которого плунжерным насосом 4 через систему отверстий и клапанов подается рабочая жидкость (обычно масло). Насос работает от рукоятки 2, при качании которой перемещается плунжер 3 насоса, и жидкость через нагнетательный клапан поступает в пространство между скалкой и дном корпуса.
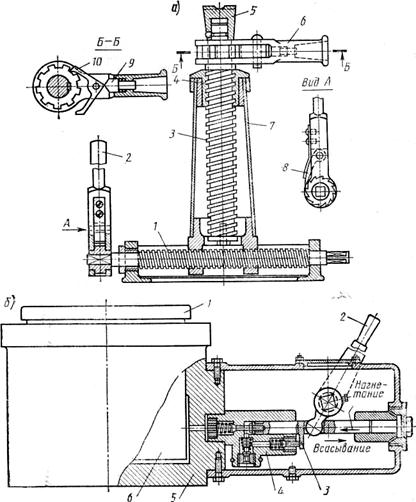
Рисунок 16.1 – Домкраты: а– винтовой; 1 – стальной винт горизонтальный,2 – рукоятка, 3 – стальной винт, 4 – гайка, 5 – рифленая головка,6 – рукоятка,7 – корпус, 8 – трещотка, 9 – кулачок, 10 – двусторонняя трещотка
б — гидравлический: 1 – упорная головка, 2 - рукоятка, 3 – плунжер насоса,4 – плунжерный насос, 5 – цилиндрическая часть корпуса, 6 – скалка
Для опускания скалки необходимо рукоятку 2отклонить за пределы рабочего положения. При этом открывается выпускной клапан и жидкость, под воздействием силы тяжести груза, перетекает из-под скалки в запасной резервуар. Изменяя отклонение рукоятки, изменяют степень открытия отверстия выпускного клапана и таким образом регулируют скорость опускания груза.
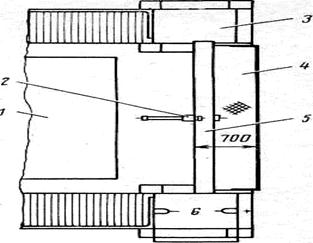
В вагонных депо гидравлический домкрат с ручным приводом грузоподъемностью до 25 т несколько иной конструкции, нежели приведенной на рис. 16.1,б, применяется при текущем ремонте для подъема одного угла вагона на небольшую высоту при смене пружин, фрикционных клиньев тележек грузовых вагонов.
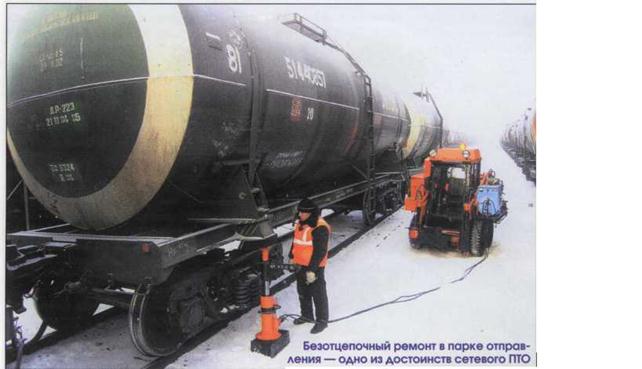
Рисунок 16.2 – Общий вид пневмогидравлического домкрата,
применяемого при текущем ремонте вагонов
При деповском ремонте пассажирских вагонов применяются стационарные электрические винтовые домкраты типа ТЭД-30 грузоподъемностью – 30 или 40 т. Они могут применяться и при ремонте грузовых вагонов. Но в грузовых вагоноремонтных депо они применяются редко.
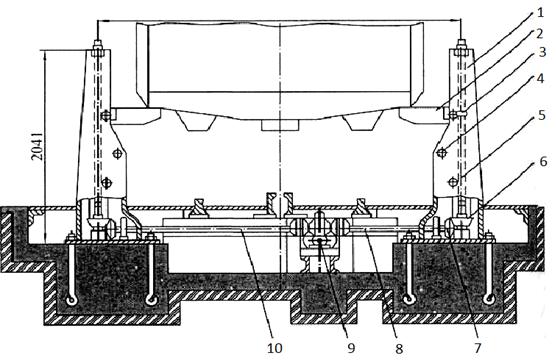
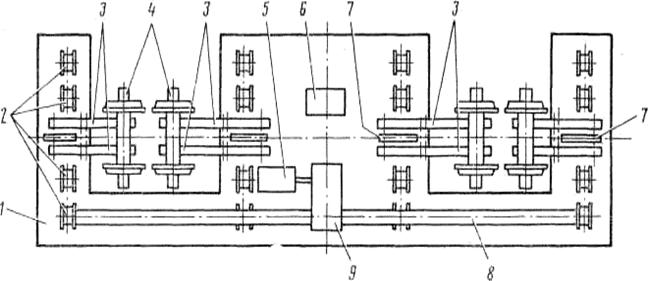
1 – корпус, 2 – выдвижная траверса, 3 – гайка, 4 и 5 – винт, 6 и 7 – конические шестерни, 8 – вал, 9 – редуктор, 10 – вал
Рисунок 16.3 – Электрические винтовые домкраты
Электродомкраты (рисунок 16.4) используются для подъемки и опускания кузова вагона и приводятся в движение попарно одновременно с обоих концов вагона. Электродомкраты закреплены на фундаменте.
Общий электродвигатель каждой пары домкратов передает вращение через редуктор 9, валы 8 и 10 кконическим шестерням 7, а от них – на шестерни 6 винта 5, обеспечивая подъем или опускание кузова.
После подъемки кузов вагона удерживается на этих электродомкратах на строго определенной высоте, позволяющей исполнителям работ сохранять удобное положение корпуса тела при ремонте элементов рамы вагона, тормозного оборудования, автосцепного устройства и др.

Рисунок 16.4 – Электрические винтовые домкраты на сборочном участке
вагонного ремонтного депо Горький – Сортировочный
На станинах электродомкратов, кроме приборов управления, могут быть размещены розетки для подключения электросварочных проводов, электрического и пневматического инструмента. На этой позиции имеются колонки сжатого воздуха, необходимого для ремонта и испытания тормозного оборудования вагона.

Рисунок 16.5 – Общий вид сборочного участка вагонного ремонтного депо
Горький – Сортировочный
 |
Рисунок 16.6 – Электродомкрат на позиции подъемки вагонов
в вагоносборочномучастке ЛВЧД Екатеринбург – Пассажирский
Некоторые вагонные депо, специализированные на ремонте крытых вагонов, оснащаются подъемными площадками (рисунок 16.7). На ремонтной позиции подъемные площадки устанавливаются попарно вдоль цеха.
Отличительной особенностью таких площадок является наличие торцовой, откидной части, которая в рабочей позиции занимает положение 3. В момент передвижения вагонов откидная часть подъемной площадки занимает положение 6.
Подъемная площадка 2, ее откидная концевая часть крепятся к двум стойкам 4, в которых смонтированы гидравлические подъемники. Стойки-подъемники устанавливаются на опоры 1. Установка откидной части площадки в рабочее (опущенное) и нерабочее (поднятое) положение осуществляется при помощи гидропривода 7.
Грузоподъемность площадки составляет 1500 кг. Допускаемая нагрузка на откидную часть площадки 1,5 кН (150 кгс). Платформа может подниматься на высоту от 550 до 3300 мм. Платформа площадки имеет ограждение 5. На площадках располагаются съемные механизмы, приспособления и оборудование, предназначенные для выполнения ремонтных работ на кузове и крыше вагона, в том числе и сварочное оборудование для ремонта деталей электросваркой. В отдельных случаях для производства электросварочных работ на крыше вагона применяется специальная установка.
На позициях поточной линии, где устраняют деформации металлического каркаса кузова, устанавливают подъемные площадки с откидными торцовыми частями, каждая из двух площадок оснащается гидравлическим прессом.
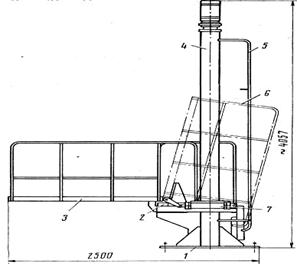
1- опоры стоек с подъемниками, 2 – подъемная площадка с откидной концевой частью, 3 – откидная концевая часть подъемной площадки, 4 – торцовая площадка, 5 – ограждение, 6 – откидная концевая часть подъемной площадки в транспортном положении, 7 – гидропривод гидравлических подъемников
Рисунок 16.7 – Подъемная площадка с гидроприводом
В рабочем положении откидная часть площадки закрепляется специальными упорами с площадкой, установленной с другой стороны вагонов. Общий вид площадки-пресса показан на рисунке 4. В таком положении площадки 3, 6, расположенные вдоль вагона 1, жестко скреплены с откидной торцовой частью 4. Это позволяет выполнять работы по правке металлического каркаса торцовой части кузова и рамы вагона при помощи гидропресса 2, перемещающегося вдоль торцовой части кузова по направляющим в балке 5. Перемещение гидропресса в вертикальной плоскости производится при помощи гидропривода.
1 – вагон, 2 – гидропресс, 3, 6 – откидные боковые площадки, 4 – откидная торцовая площадка, 5 - балка
Рисунок 16.8 – Площадка-пресс для устранения деформаций торцовых стоек, верхней торцовой балки кузова и концевой балки рамы вагона
(вид сверху)
Таблица 16.1 – Техническая характеристика подъемной площадки
| Наименование | Параметры |
| Грузоподъемность откидной консольной части, кг | |
| Ход площадки по вертикали, мм | |
| Наибольшее усилие гидропресса, кН (кгс) | 50 (5000) |
| Рабочее давление масла в гидросистеме, МПа (кгс/см2) | 12,5 (125) |
К числу подъемников относятся устройства с пневматическим приводом для подъёма и опускания колесных пар на колесотокарные станки. Они могут быть совмещенными (подъем – опускание – проект Т601 ПКБ ЦВ, высота подъёма – до 500 мм, габаритные размеры 1200*1200 мм) и раздельные:
– для опускания – опускатель (проект ДКТБ СВЖД 90.В.217)
– для подъёма – подъёмник (проект ДКТБ СВЖД 90.В.216)
В отличие от грузоподъемных машин, которые перемещают грузы определенными порциями и обратным движением без груза возвращаются за новой порцией груза, транспортирующие машины предназначаются для перемещения грузов непрерывным потоком без остановок для их загрузки и разгрузки – конвейеры (машины непрерывного транспорта), или для перемещения грузов с остановками для их загрузки и разгрузки.
Транспортирующие машины обычно используются для перемещения, как правило, груза одного вида. Транспортные операции в этом случае отличаются однотипностью и значительно легче поддаются автоматизации.
Все машины непрерывного транспорта можно подразделить на две группы: транспортирующие машины с тяговым элементом(лента, цепь, канат), в которых груз перемещается вместе с тяговым элементом, и транспортирующие машины без тягового элемента (рольганг).
Для транспортировки вагонов и их частей в вагонных депо используются различные транспортирующие машины и механизмы.
Для постановки вагонов в ремонт, при передаче их с позиции на позицию поточной линии и уборке вагонов по окончании ремонта применяется рельсовый железнодорожный транспорт – маневровые локомотивы, мотовозы.
Для подвоза деталей и узлов вагона к ремонтным позициям и испытательным стендам, передачи их с участка на участок и обратно используются средства безрельсового транспорта – электрокар, автопогрузчик, механизированная тележка. Самоходные погрузчикислужат для выполнения операций захвата, вертикального и горизонтального перемещения груза и укладки его в штабеля, на стеллажи или на транспортные средства.
Погрузчики выпускаются с приводом от двигателя внутреннего сгорания и с электроприводом (электрокары), питающимся от аккумуляторной батареи.
При работе в закрытых помещениях в вагонных депо применяют электропогрузчики, не загрязняющие воздух помещения выхлопными газами. Отечественные погрузчики с аккумуляторной батареей имеют грузоподъемность до 1,5 т. Они снабжаются массивными резиновыми шинами и предназначаются для работы на площадках с твердым и ровным покрытием. В зависимости от характера выполняемых работ могут применяться погрузчики в виде самоходных тележек с вильчатым подхватом (рисунок 16.9) или с подъемной платформой (рисунок 16.10)для захвата штучных грузов и укладывания их в штабеля или на стеллажи.

Рисунок 16.9 – Погрузчик с вильчатым подхватом

Рисунок 16.10 – Погрузчики дизельные с подъемной платформой
К числу транспортирующих механизмов относятся тележки – трансбордеры, различные по назначению и конструкциям. Чаще они применяются в вагонных депо тупикового типа с поточным методом ремонта.
Вагоны или сборочные единицы ставятся на специальную передвижную тележку (платформу) и перемещаются на параллельную позицию соседней поточной линии в перпендикулярном направлении, поперечном потоку.
На рисунке 16.11 приведена конструктивная схема трансбордера типа ПКБ ЦВ МПС, применяемого для поперечного перемещения полувагона с базой 8650 мм с одного пути на другой путь поточной линии.[59]
Трансбордеры не нашли широкого распространения в вагоноремонтных депо.
1 – рама трансбордера, 2 – опорно-приводные катки, 3 – рычаги захвата, 4 – оси колесных пар полувагона, 5 – электродвигатель, 6 –гидронасос,
– силовой гидроцилиндр, 8 – приводной вал, 9 – редуктор
Рисунок 16.11 – Общий вид трансбордера для поперечного перемещения полувагона
Таблица 16.2 – Техническая характеристика трансбордера для перемещения полувагонов
| Наименование | Параметры |
| Грузоподъемность, т | |
| Скорость передвижения, м/мин | |
| Время подготовки к перемещению полувагона, с | 10 – 15 |
| Габаритные размеры, мм | 17170×3300×370 |
| Колея поперечных путей, мм - внутренних - наружных |
Тележки – трансбордеры находят применение на тележечных и колесных участках депо.
Перед перемещением полувагона с одного пути на другой трансбордер подводится под полувагон. При этом рама трансбордера 1, опирающаяся на опорно-приводные катки 2, вращающиеся от электродвигателя 5, редуктора 9 и приводного вала 8 через цепную передачу, устанавливается в строго определенном положении. Гидросистема приводится в действие от гидронасоса 6. Рычаги захвата 3 под действием силового гидроцилиндра 7 подводятся под оси колесных пар 4, после чего гидроподъемниками поднимаются вверх на высоту, достаточную для выхода гребней колес над головками рельсов. После этого трансбордер перемещает полувагон на соседний параллельный путь. Механизм гидросистемы опускает полувагон на рельсы, возвращает рычаги захвата в исходное положение. Возвращается трансбордер в исходное положение с помощью механизма передвижения. Управляют механизмами трансбордера с помощью электрогидравлических золотников и кнопками. Питание электрооборудования трансбордера осуществляется через подвесной электрокабель. Останавливается трансбордер в крайнем и рабочих положениях концевыми выключателями. Обслуживает механизм 1 чел.
Трансбордер (рисунок 16.12), разработанный ПКБ ЦВ МПС, служит для перемещения вагонных тележек из вагоносборочного участка в тележечный. Он состоит из стальной рамы 6, которая подвешена на две пары опорных колес 5, вращающихся от электропривода 4 через редуктор и приводной вал. На раме трансбордера размещены четыре гидравлических домкрата 1 попарно с каждой стороны. В рабочем положении штоки цилиндров домкратов через фигурные прокладки упираются в оси колесных лар вагонной тележки 2 и поднимают последнюю на высоту, обеспечивающую свободный проход гребней ободов колес тележки иад головой рельса 7. Привод гидродомкратов осуществляется от гидронасоса 3.
При транспортировке тележки вагона из вагоносборочного производственного участка в тележечный трансбордер останавливают напротив вагона, стоящего на одной из позиций. Тележка из-под вагона накатывается на трансбордер и фиксируется в строго определенном положении относительно рамы трансбордера. Включают гидропривод гидравлических домкратов, штоки цилиндров которых перемещаются в рабочее положение. Вагонная тележка поднимается над головками рельсов. В таком положении тележка трансбордером перемещается в тележечный участок, где останавливается против позиции поточно-конвейерной линии ремонта тележек. Гидравлические домкраты опускают тележку вагона, которая конвейером передается на позицию ремонта, а трансбордер возвращается в вагоносборочный производственный участок за очередной тележкой. Отремонтированная тележка вагона вторым трансбордером аналогичным образом перемещается из тележечного производственного участка в вагоносборочный.
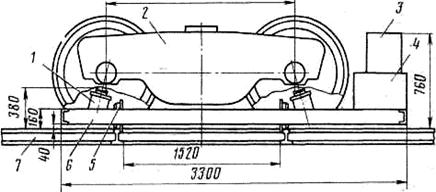
1 – четыре гидравлических домкрата,размещенные попарно с каждой стороны, 2 – вагонная тележка, 3 – гидронасос, 4 – электропривод с редуктор и приводным валом, 5 – две пары опорных колес,
6 – стальная рама,7 – рельсы
Рисунок 16.12 – Общий вид трансбордера для перемещения вагонных тележек
Таблица 16.3 – Техническая характеристика трансбордера для перемещения вагонных тележек
| Наименование | Параметры |
| Скорость перемещения, м/мин | |
| Грузоподъемность четырех домкратов, т | |
| Ход поршня гидродомкрата, мм | |
| Мощность электродвигателя, кВт | |
| Габаритные размеры, мм | 3300×1600×760 |
Трансбордеры для перемещения вагонных тележек не нашли широкого применения в вагоноремонтных депо. Применяются на вагоноремонтных заводах.
Лебёдка – машина для перемещения грузов посредством движущегося гибкого элемента – каната или цепи. Тяговое усилие гибкому элементу передаётся с барабана или звёздочки, приводимых в движение через передаточные механизмы.[60]
Лебедки относятся к простейшим грузоподъемным и транспортирующим механизмам, предназначающимся для подъема, опускания или перемещения (подтягивания) грузов (вагонов, тележек, крупногабаритных деталей).
В зависимости от исполнения лебедки можно подразделить:
– по типу привода – на лебедки с ручным и машинным приводом;
– по типу тягового элемента – на канатные и цепные;
– по типу установки – на неподвижные (закрепленные на полу, стене, потолке) и передвижные (на тележках, передвигающихся по полу или по подвесным путям);
– по числу барабанов – одно-, двух- и многобарабанные лебедки;
– по типу барабана – нарезные, гладкие и фрикционные.
На рисунке 16.13 изображена лебедка с приводом от фланцевого электродвигателя 2, укрепленного на корпусе редуктора 3. Соединение быстроходного вала редуктора с валом двигателя осуществлено с помощью зубчатой муфты, расположенной внутри корпуса редуктора. На свободном конце вала двигателя установлен шкив 1 колодочного тормоза, приводимого в действие электрогидравлическим толкателем. На выходном валу редуктора установлен барабан 5 с закрепленным на нем концом каната.
При включении двигателя приводится во вращение барабан 5 лебедки; при этом канат, к которому прикрепляется груз, наматывается на барабан или сматывается с него, производя подъем или спуск груза. Направление вращения барабана изменяют реверсированием электродвигателя.

1 – шкив колодочного тормоза, 2 – электродвигатель, 3 – редуктор,
4 – кожух, 5 – барабан с закрепленным на нем концом каната
Рисунок 16.13 – Лебедка барабанная с электроприводом
Лебедки применяются в вагоносборочных цехах заводов и участков депо для перестановки вагонов на позициях поточных линий. В торцах поточной линии монтируются приводные станции либо станции обратного хода.
Конвейеры предназначены для работы с массовыми грузам, т. е. грузами, состоящими из большого числа однородных частиц или кусков, или штучными грузами, перемещаемыми в большом количестве. В промышленном производстве в различных отраслях находят широкое применение ленточные, цепные, конвейеры
Ленточные конвейеры (рисунок 16.14) являются наиболее распространенным типом транспортирующих машин непрерывного действия во всех отраслях. На предприятиях с поточным производством они используются для тpaнcпоpтиpoвaния заготовок между рабочими позициями.
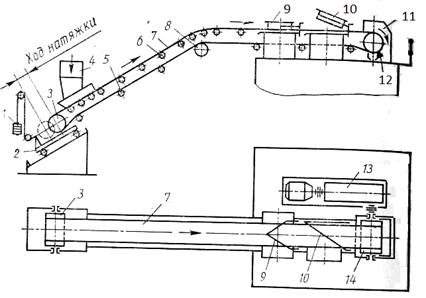
1 – груз для натяжения, 2 – натяжное устройство, 3 – барабан, 4 – загрузочное устройство, 5 – роликовые опоры на холостой ветви ленты, 6 – роликовые опоры рабочей ветви ленты, 7 – тяговый элемент в виде бесконечной ленты, являющейся и несущим элементом, 8 – отклоняющий барабан, 9 и 10 – разгрузочные устройства, 11 – разгрузочный желоб, 12 – устройство для очистки ленты, 13 – привод, 14 – барабан
Рисунок 16.14 – Принципиальная схема стационарного
наклонно – горизонтального ленточного конвейера
Все элементы конвейера смонтированы на раме.
Обычно ленточные конвейеры имеют тяговый элемент 7 (рисунок 16.14) в виде бесконечной ленты, являющейся и несущим элементом конвейера, привод 13, приводящий в движение барабан 14, натяжное устройство 2 с барабаном 3, груз 1, роликовые опоры 6 на рабочей ветви ленты и 5 на холостой ветви ленты, отклоняющий барабан 8, загрузочное устройство 4 и разгрузочные устройства 9 и 10, разгрузочный желоб 11 и устройство 12 для очистки ленты. Все элементы конвейера смонтированы на раме.
Ленточные конвейеры не нашли практического применения в вагоноремонтном производстве.
В вагоноремонтном производстве применяются цепные конвейеры, тяговым элементом которых являются цепи – пластинчатые, разборные, крючковые, вильчатые, круглозвенные. Широко распространены пластинчатые цепи различной конструкции – простые шарнирные (безвтулочные), втулочные, втулочно-роликовые, втулочно-катковые.
Подвесные цепные конвейеры (рисунок 16.15) находят применение на участках ремонта автосцепки, в тележечном и других участках, где необходимо бесперегрузочное транспортирование комплектующих узлов по сложной пространственной трассе по всем операциям технологического процесса.
Перемещаемые подвесными конвейерами узлы могут подвергаться различным технологическим операциям: очистке в пескоструйных камерах, наклепу в дробеструйных камерах, наплавке, травлению или пропитке в ваннах с химическими растворами, окраске, сушке и т. п.
По характеру соединения тягового элемента с транспортируемым грузом различают следующие типы подвесных конвейеров:
– грузонесущий конвейер, у которого каретки 1 с подвесками 4 для грузов постоянно соединены с тяговым элементом 3 и перемещаются по подвесному пути 2, вдоль которого движется тяговый элемент;
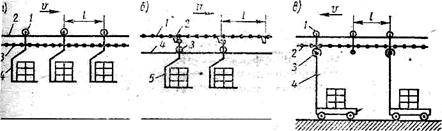
а) грузонесущий конвейер, б) толкающий конвейер,
в) грузоведущий конвейер
Рисунок 16.15 – Схемы подвесных конвейеров
– толкающий конвейер, у которого тележки 3 с подвесками 5 для грузов не имеют жесткого крепления с тяговым элементом 1 и движутся с помощью толкателей 2, являющихся частью тягового элемента. Тяговый элемент 1 с толкателями 2 движется по своему подвесному пути, а тележки с грузом – по самостоятельному грузовому пути 4;
– грузоведущий конвейер с каретками 1, соединенными с тяговым элементом 2 и имеющими специальные захваты 3, которые зацепляют вертикальные штанги 4 тележек, передвигающихся по полу.
Подвесной грузонесущий конвейер состоит из замкнутого тягового элемента 3 с каретками, поддерживающими тяговый элемент и служащими для крепления подвесок 2. Катки кареток с помощью тягового элемента перемещаются по замкнутому подвесному пути 1. В качестве тягового элемента применяют цепи или стальные канаты.
Ходовыми путями подвесных конвейеров являются направляющие с двутавровым профилем.
Конструкция подвесок грузонесущего конвейера определяется видом груза и назначением конвейера. Они крепятся к каретке или траверсе шарнирно, чтобы при прохождении по вертикальным и наклонным участкам подвески не меняли своей ориентации, не допуская соскальзывания груза.
Каретки (рисунок 16.16) имеют стальные катки, ось которых наклонена к горизонту, что уменьшает проскальзывание катка по пути и увеличивает износостойкость. Нагрузку на каретку выбирают таким образом, чтобы долговечность подшипника была не менее 32 тыс. ч.
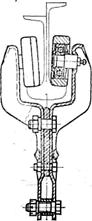
Рисунок 16.16 – Двухкатковая каретка подвесного цепного конвейера
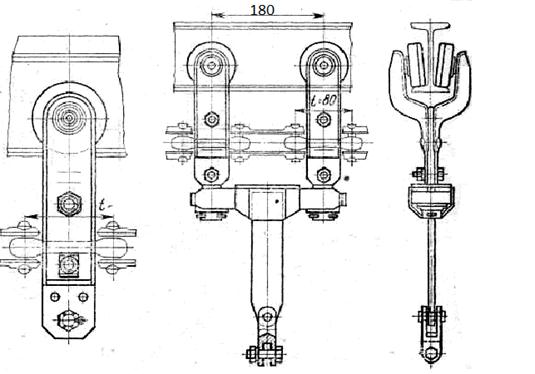
Рисунок 16.17 – Каретка подвесного цепного конвейера четырехкатковая
Для уменьшения давления на катки применяют не только двухкатковые, но и четырехкатковые тележки (рисунок 16.17).
В вагоносборочных участках вагоноремонтных депо применяются тяговые конвейеры для перемещения ремонтируемых вагонов на ремонтных позициях поточных механизированных линий.
Рассмотрим подробнее работу конвейера для перемещения полувагонов Конвейер пульсирующего действия, что позволяет выполнять операции правки и ремонта вагонов при остановке их на соответствующей позиции.
Конвейер приводится в действие тяговым устройством, смонтированным в желобе, расположенном между рельсами железнодорожного пути. В крайних зонах конвейерной линии за воротами цеха расположены приводная станция 1 и станция обратного хода 8. Привод и тяговое устройство конвейера расположены в приямках под полом, что обеспечивает свободный подход к ремонтируемым вагонам.
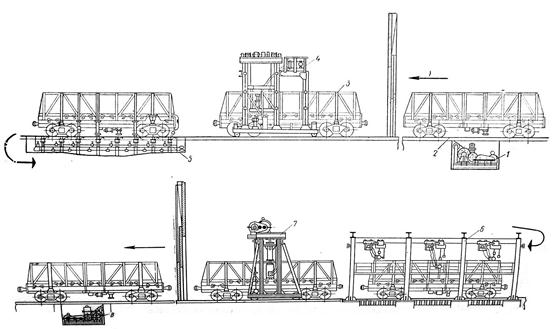
1 – приводная станция; 2 – грузонесущего конвейера; 3 –ремонтируемые вагоны; 4 – машины для правки верхнего обвязочного пояса кузова полувагона; 5 – стенда для правки прогибов рамы полувагона, 6 – стенда для правки элементов каркаса кузова, 7 – стенда для правки верхних листов балок рамы, системы управления работой правильных агрегатов и конвейера линии;
8 – станция обратного хода
Рисунок 16.18 – Общий вид комплексно-механизированной конвейерной линии для правки металлических элементов рамы и кузова полувагонов
Передвижение вагонов осуществляется толкателями, приводимыми в движение тросом тягового устройства. Один рабочий ход толкателей соответствует перемещению полувагона на одну позицию.
Конвейер может работать автоматическом и ручном режимах, когда каждое движение подающего механизма производится раздельно от нажима соответствующей кнопки пульта управления.
На комплексно-механизированной линии правки и ремонта полувагонов предусматривается шесть позиций с одновременным размещением на каждой позиции двух полувагонов. Общая длина конвейера 330 м, из которых 165 м занимают позиции правильных работ, 122 м – подготовительных работ и 37 м – для передвижения выправленных вагонов..
За 2 минуты до перемещения вагонов по линии потока включается магнитофон оповестительной связи, приводимый в действие от командоаппарата. Одновременно включаются световые предупредительные сигналы в главном проезде цеха, требующие временного прекращения передвижения через конвейерный путь автотранспорта и электрокар. После окончания обратного хода конвейера световые предупредительные сигналы отключаются.
Вертикально открывающиеся ворота оборудованы электроприводом и открываются перед включением конвейера, а закрываются сразу после окончания обратного хода конвейера.
Для транспортирования деталей и сборочных единиц с помощью гравитационных устройств используется сила тяжести.
Простейшими гравитационными устройствами являются наклонные плоскости (рисунок 16.19), желоба, трубы, по которым скатывается транспортируемый груз.
 |
 |
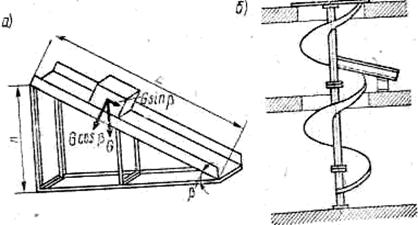
а – схема действия сил; б – спиральный спуск
Рисунок 16.19 – Наклонные плоскости
Если высота велика и, разместить наклонную плоскость вдоль прямой невозможно, ее заменяют спиральным спуском (рисунок 15, б), в котором желоб образует винтовую линию. Чтобы центробежная сила, возникают при перемещении груза по спиральному спуску, не сбросила груз с его поверхности, наружную сторону спирали делают приподнятой относительно внутренней стороны с углом наклона 10 – 15°.
К гравитационным устройствам для транспортирования грузов относятся также неприводные роликовые конвейеры– устройства, в которых наклонная плоскость образована из ряда роликов, установленных на раме (рисунок 16.20).
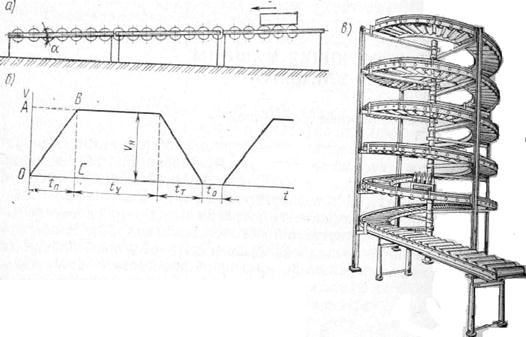
Рисунок 16.20 – Роликовый конвейер
Кантователи (нем. Kanten — переворачивать) и механизмы поворотаизменяют ориентацию изделия в вертикальной (кантователи) или горизонтальной (механизмы поворота) плоскостях.
Кантователь, показанный на рисунке 16.21, представляет собою подъемно-поворотное устройство, обеспечивающее подъем с помощью винтовых домкратов 1 боковой рамы тележки 3 на требуемую высоту и поворот ее с помощью специального механизма поворота 2 на требуемый угол. Для фиксации рамы предусмотрено специальное зажимное устройство.
Кантователи облегчают обнаружение неисправностей и позволяют производить ремонтные работы, располагая изделие в удобное для этого положение.
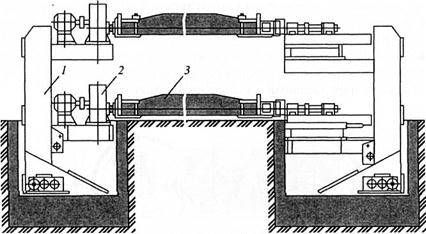 |
Рисунок 16.21 – Кантователь рам тележек

Рисунок 16.22 – Кантователь для ремонта автосцепки
Поворотные механизмы служат для изменения ориентации деталей в процессе их обработки. К таким устройствам относятся поворотные столы, поворотные круги и кантователи. Конструкции последних, как правило, совмещают в себе зажимные и поворотные устройства.
В вагоноремонтном производстве для изменения ориентации колесных пар и тележек используют поворотные круги, для крышек разгрузочных люков полувагонов, рам и балок тележек – кантователи. Для этих же целей могут быть использованы и манипуляторы.
Поворотный круг, конструктивная схема которого показана на рисунке 16.23, служит для передачи колесных пар или тележек на взаимно перпендикулярный путь. Колесная пара 1 помещается на рельсовый путь 2 поворотного стола 3. После этого включается электродвигатель 6, который через редуктор Р и червячную передачу 5 обеспечивает поворот стола вместе с колесной парой. Затем подъемник 4 поворачивает (наклоняет) стол вокруг оси 7, и колесная пара (или тележка) скатывается на поперечный путь 8. Затем круг опускается, стол возвращается в исходное положение. Для экономии времени оба движения (поворот и опускание) могут быть совмещены. Стол может работать в ручном и автоматическом режимах.
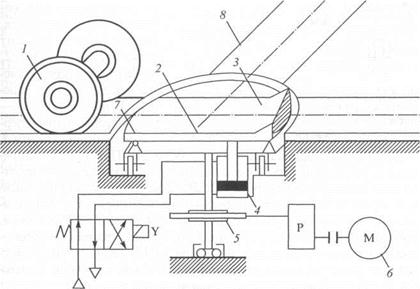
1 – колесная пара, 2 – рельсовый путь, 3 - поворотный стол, 4 – подъемник, 5 – червячная передача, 6 – электродвигатель, 7 – ось стола, 8 - поперечный путь,Р – редуктор
Рисунок 16.23 – Поворотный круг для передачи колесных пар на перпендикулярный путь
В последнем случае за выполнением каждой отдельной фазы движения, а также наличием колесной пары на столе и ее скатыванием после поворота следят путевые датчики, расположение которых на рисунке 18 не показано.
В заключение главы приведем, в качестве примера, типы транспортирующих механизмов, которые рекомендованы к применению на колесных участках вагонных депо.
1. Поворотное устройство типа Т715М или Т624М ПКБ ЦВ.
2. Толкатель колесной пары. типа Т601М или Т285М ПКБ ЦВ
3. Транспортер корпусов и деталей букс типа Т1039М или Т 1308.17М ПКБ ЦВ.
4. Желоб транспортный типа Т606М или Т634М ПКБ ЦВ
Заключение
Учебное издание
Кармацкий Виталий Федорович
Соломенников Александр Андреевич
ГРУЗОВЫХ ВАГОНОВ
Курс лекций по дисциплине
«Оборудование (конструкция, проектирование, расчет)
вагоноремонтного производства»
для студентов специальности 190302 – «Вагоны» всех форм обучения
Редактор Е. С. Шарипова
Подписано в печать Формат 60 х 4/16.
Бумага офсетная. Усл. печ. л..
Тираж 150 экз. Заказ №
Издательство УрГУПС
620034, Екатеринбург, ул. Колмогорова, 66
[1]Железнодорожный транспорт СССР. 1946—1955 гг.: Сб. док./МПС РФ.— М.: Транспорт, 1994.— с 394-396.
[2] Далее по тексту -закон 29-ФЗ
[3] Приватизация имущества – передача имущества из федеральной собственности в иные формы собственности, предусмотренные действующим законодательством.
Приватизация имущества федерального железнодорожного транспорта осуществляется в соответствии с законодательством Российской Федерации о приватизации с учетом особенностей, которые определены Федеральным законом «Об особенностях управления и распоряжения имуществом железнодорожного транспорта» от 27 февраля 2003 года N 29-ФЗ
[4] В процессе приватизации имущества федерального железнодорожного транспорта, которое по основаниям, предусмотренным настоящим Федеральным законом, не вносится в уставный капитал единого хозяйствующего субъекта, могут создаваться иные открытые акционерные общества в соответствии с законодательством Российской Федерации. В уставный капитал ОАО «РЖД», к примеру, не было внесено имущество 3 –х сельхозпредприятий ФГУП «Свердловская железная дорога». На их базе государство учреждает ОАО, либо распоряжается иным способом.
[5] До приватизации это имущество находилось исключительно в собственности Российской Федерации и передавалось ФГУП железнодорожного транспорта на правах полного хозяйственного ведения или оперативного управления, т.е. без права владения и распоряжения этим имуществом. Собственник этого имущества, в соответствии с законом имеет право на получение части прибыли от использования имущества, находящегося в хозяйственном ведении предприятия.
[6] Акционерным обществом признается коммерческая организация, уставный капитал которой разделен на определенное число акций, удостоверяющих обязательственные права участников общества (акционеров) по отношению к обществу. Акционеры не отвечают по обязательствам общества и несут риск убытков, связанных с его деятельностью, в пределах стоимости принадлежащих им акций.
[7] В газете «Гудок» 21.05.2008 прошла информация о том, что причастными органами обсуждается возможность размещения до 25% акций ОАО «РЖД»минус 1 акция в рамках IPO через три года. По предварительным оценкам, компания может привлечь за счет продажи этого пакета $25 млрд.
[8] Обзор нового законодательства о железнодорожном транспорте смотри подробнее в дополнительном справочно – методическом материале к лекции В.Ф. Кармацкого
[9] Там же
[10] Постановление Правительства Российской Федерации от 20 ноября 2003 г. № 703
[11] Постановление Правительства Российской Федерации от 25 ноября 2003 г. № 710
[12] Гудок. 22.05.2008
[13] Виксне Д. С безопасностью порядок. Гудок, 28.02.2008
[14] Название происходит от английского глагола to hold – держать, владеть. Термин появился с конца девятнадцатого века, когда в США в массовом порядке начали создаваться холдинговые корпорации, пришедшие на смену трестам. Холдинг в международном масштабе стал стандартным инструментом для владения и управления крупными и (или) разнородными активами. Обычно под холдингом понимают компанию, основное назначение которой - владеть акциями (долями в капитале) других компаний, а иногда и другими активами (недвижимость и т.п.). Однако холдингом может именоваться и целая совокупность компаний (основная и дочерние).
В России слово «холдинг» не является в полном смысле слова правовым термином. Единого нормативногоакта о холдингах в РФ нет. Под холдингом будем понимать вертикально интегрированное объединение юридических лиц, основанное на экономической субординации. (Вторая половина определения является, по существу, расшифровкой первой:- вертикальная интегрированность как раз и означает экономическую субординацию и подчинение.) Следует отметить, что российская традиция именует холдингом не головную компанию, а всю совокупность связанных юридических лиц.
Составляющие холдинг юридические лица остаются с правовой точки зрения именно отдельными лицами, каждое со своими органами, активами, пассивами, правами, обязанностями и т.п.
[15] К примеру, во исполнение соответствующих директив ЕвроСоюза, в процессе реформирования национальных дорог Франции создано два взаимосвязанных между собой, но самостоятельных в юридическом отношении общественных предприятия, акции которых на 100% принадлежат государству: RFF-государственное торгово-промышленное предприятие, являющееся владельцем и управляющее инфраструктурой железнодорожного транспорта и SNCF- компания – перевозчик, одновременно занятая эксплуатацией всей инфраструктуры железнодорожного транспорта, в том числе предназначенной и для предоставления другим независимым перевозчикам.
[16] Екатерина Щербакова За активы вновь поторговались Гудок, 26.06.2008
[17] Татьяна Овчарова https://rzd-partner.ru 21.08.08
[18] Ножевников А.М. Поточно-конвейерные линии ремонта вагонов- М.: Транспорт, 1980. - с.8 -9
[19] Технология вагоностроения и ремонта вагонов:Учебник для вузов / В. С. Герасимов, И. Ф. Скиба, Б. М. Кернич и др.; Под ред. В. С. Герасимова— 2-е изд., перераб. и доп.— М.: Транспорт, 1988.—с.95
[20] https://www.vagonnik.net.ru/index.php?name=Pages&op=page&pid=288
[21] Технология вагоностроения и ремонта вагонов:Учебник для вузов / В. С. Герасимов, И. Ф. Скиба, Б. М. Кернич и др.; Под ред. В. С. Герасимова— 2-е изд., перераб. и доп.— М.: Транспорт, 1988.—с.95-97
[22] Рассматриваемая технология водоструйной очистки с использованием специализированныхмоечных комплексов не нашла применения в вагонных депо Урала и Сибири по климатическим условиям.
[23] Ножевников А.М. Поточно-конвейерные линии ремонта вагонов- М.: Транспорт, 1980. - с.12-13
[24] Технология вагоностроения и ремонта вагонов:Учебник для вузов / В. С. Герасимов, И. Ф. Скиба, Б. М. Кернич и др.; Под ред. В. С. Герасимова— 2-е изд., перераб. и доп.— М.: Транспорт, 1988.—с.90-91
[25] Вагонное хозяйство:Учебник для вузов ж.-д. транспорта / П.А. Устич, И.И. Хаба, В.А. Ивашов и др.; Под ред. П.А. Устича. — М.: Маршрут, 2003. — с. 211-215
[26] Кабестан - (франц. cabestan), шпиль, лебёдка с барабаном, насаженным на вертикальный вал, для подтягивания крупногабаритных грузов, речных судов у причалов, выбирания судовых якорей и т.п.
[27] Кабестан - (франц. cabestan), шпиль, лебёдка с барабаном, насаженным на вертикальный вал, для подтягивания крупногабаритных грузов, речных судов у причалов, выбирания судовых якорей и т.п.
[28] Информация с официального сайта ОАО «РЖД» от 29 августа 2007г.
[29] Первая машина "Ермак" была изготовлена в 2006 году. Опытный образец вагоноремонтной машины был установлен в депо грузовых вагонов Радвилишкис АО "Литовские железные дороги".
[30] https://www.omgups.ru/science/ctl_1/30.html
Кафедра «Вагоны и вагонное хозяйство» ОмГУПС
[31] https://www.omgups.ru/science/ctl_1/30.html
Кафедра «Вагоны и вагонное хозяйство» ОмГУПС
[32] В.А. Дубровин,В.И. Гуцул, А.А. Егоров, Установка для правки люков полувагонов, «Вагоны и вагонное хозяйство» №2, 2007 с.30-32
[33] Технология вагоностроения и ремонта вагонов:Учебник для вузов / В. С. Герасимов, И. Ф. Скиба, Б. М. Кернич и др.; Под ред. В. С. Герасимова— 2-е изд., перераб. и доп.— М.: Транспорт, 1988.— с. 267
[34] Коломийченко В.В. Техническое обслуживание и ремонт автосцепного устройства подвижного состава железных дорог — М.: Трансинфо, 2004, с.166-168
[35] https://www.omgups.ru/science/ctl_1/30.html
Кафедра «Вагоны и вагонное хозяйство» ОмГУПС
[36] https://www.omgups.ru/science/ctl_1/30.html
Кафедра «Вагоны и вагонное хозяйство» ОмГУПС
[37] Ивашов В.А., Орлов М.В. Вагонное хозяйство. Учебник.- Екатеринбург.:Издательство УрГАПС, 1998 – с.50
[38] https://mashina.lipetsk.ru/prod2.html ООО «ПРОТЕХ»
[39] Официальный сайт Ростовского государственного университета путей сообщения https://www.rgups.ru/pages.php?id=169&PHPSESSID=4b872c0751bd9889e145f
[40] Быков Б.В., Пигарев В.Е. Технология ремонта вагонов/учебник для студентов техникумов и колледжей железнодорожного транспорта. М.: ИПК «Желдориздат», 2001.- с. 111-118.
[41] РУКОВОДЯЩИЙ ДОКУМЕНТ ГРУЗОВЫЕ ВАГОНЫ ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм. Руководство по текущему отцепочному ремонту РД 32 ЦВ-056-97
[42] Порецкий Н. Недовольных не будет «Гудок», 03.12.2008
[43]Тишанин А.Г. Через сетевые пункты технического обслуживания - на новый уровень работы. Вагоны и вагонное хозяйство. 2005, № 1. 34с.
[44] Разработки ПКБ ЦВ снижают эксплуатационные расходы «Гудок», 27.01.2009
[45] www.ugspectehnika.ru
[46] Ермаков Ю. М., Фролов Б. А.Металлорежущие станки: учебное пособие для техникумов по специальности «Инструментальное производство». — М.: Машиностроение, 1985. — 320 с
[47] журнал «Железные дороги мира» № 4 1999г.
[48]По материалам ОАО «РЖД»
[49] В. Филоненко, День открытых дверей, газета Гудок, 12.11.2007
[50] Семенов Е.И, Кондратенко В. Г. Ляпунов Н. И.Технология и оборудование ковки и объемной штамповки. М.: Машиностроение, 1978
[51] Каталог сварочного оборудования для вагоноремонтных предприятий железных дорог: № 556-89 ПКБ ЦВ. - М.: Транспорт, 1992. - 292с.
[52] Контрольные пункты автотормозов и компрессорные установки. Ножевников А.М. и др. М:, Транспорт – 1973.320 с.,
[53] Источники информации: www.compr.kzn.ru; www.chkz.ru; www.asobezh.ru;www.arsenal-compressor.ru.
[54] Ресивером (иногда встречающееся написание «рессивер» не является правильным; происходит от английского receiver - приемный резервуар, сборник, вместилище, цистерна, бак, накопитель) в общем случае называют емкость, служащую для приема газа (не только воздуха).
[55] Хрулев В. М. Производство конструкций из дерева и пластмасс: Учеб. пособие для строит, спец. вузов. — 2-е изд., перераб. и доп. — М.: Высш. шк., 1989. — 239 с
[56] Нормы технологического проектирования депо для ремонта грузовых и пассажирских вагонов: ВНТП 02-86/МПС. - М.: Транспорт, 1992. – с ____.
[57] Правила устройства и безопасной эксплуатации грузоподъемных кранов.— СПб.: Издательство ДЕАН, 2001.— 272
[58] Домкраты, приведенные на рис.1.а давно использовались в основном при ремонте паровозов. В 50 – х годах прошлого столетия они были заменены на пневмогидравлические, конструкции П.С. Шайдурова, а позднее –заменены на электрические.
[59] Ножевников А.М. Поточно-конвейерные линии ремонта вагонов- М.: Транспорт, 1980. - с.15-16;
[60] Средства малой механизации для погрузочно-разгрузочных и транспортных работ, сост. М. А. Преображенский, М., 1959; Базанов А. Ф., Подъёмно-транспортные машины, М., 1969.
Е. М. Стариков.








