 2015-02-14
2015-02-14 706
706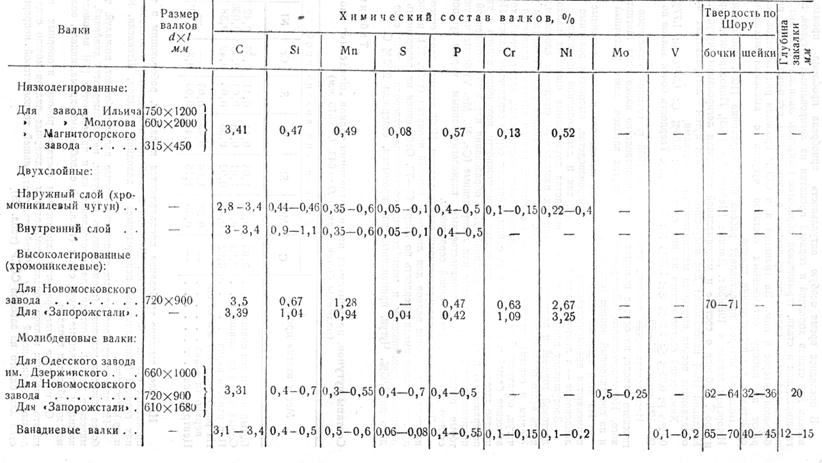
Заслуживает внимания вопрос производства двухслойных чугунных валков для листовой горячей и холодной прокатки так называемым шведским способом. Сущность этого способа заключается в том, что валок заливается двумя сортами чугуна (белым и серым) через один и тот же литник, причем сначала заливается белый чугун, образующий наружную отбеленную поверхность валка, затем серый, который, вытесняя белый и перемешиваясь с ним, образует серую сердцевину валка. Преимущество шведского способа заключается в возможности получения валков с твердой поверхностью и прочной сердцевиной. Для образования наружной отбеленной зоны применяют высокоуглеродистые или легированные (Сr, Ni, Мо, V) белые чугуны, которые промываются высококачественным низколегированным серым чугуном или сталью для получения прочной сердцевины.
Лысьвенскому металлургическому заводу удалось [106] освоить этот способ при изготовлении рабочих валков для листовой горячей прокатки (табл. 26), причем полученные валки имели твердость по Шору 69—73. Отбеленная их поверхность была легирована хромоникелем и молибденом; содержание углерода в этом слое доходило до 3,05%. Чугун, примененный для промывки, содержал 2,93% С.
Таблица 26








