 2015-04-30
2015-04-30 2753
2753РАСЧЁТ ПАРАМЕТРОВ ГРУЗОПОТОКОВ
Нормальную работу добычных лав при безбункерной схеме транспорта обеспечивают конвейеры, которые должны отвечать следующим технологическим требованиям: обеспечение возможности приема на несущий орган конвейера поступающих максимальных минутных грузопотоков без просыпания угля на почву, а также обеспечение нормального режима работы привода и ленты конвейера в периоды
максимального поступления угля на конвейер.
Основными техническими параметрами, по которым следует выбирать конвейеры для конкретных горнотехнических условий, являются: минутная
приемная способность конвейера Qк.пр., м3/мин, техническая производительность конвейера Q, т/ч, и эксплуатационнаяпроизводительность Qэ, т/ч.
Под приемной способностью конвейера Qк.пр . понимается количествонасыпного груза, которое может принять в одну минуту движущаяся лента при наибольшей допустимой её загрузке.
Приемная способность для каждого типоразмера конвейера и грузов, с
одинаковым углом откоса в движении, является постоянным параметром и определяется скоростью движения ленты и максимальной площадью сечения груза на ней.
Техническая часовая производительность конвейера Q
представляет собой паспортную производительность, указываемую в заводской характеристике конвейера. Эта производительность является переменным параметром, зависящим от длины и угла установки конвейера.
Эксплуатационная производительность Qэ представляет собой расчетнуювеличину условного равномерного грузопотока, эквивалентную фактическому неравномерному грузопотоку, поступающему на конвейер.
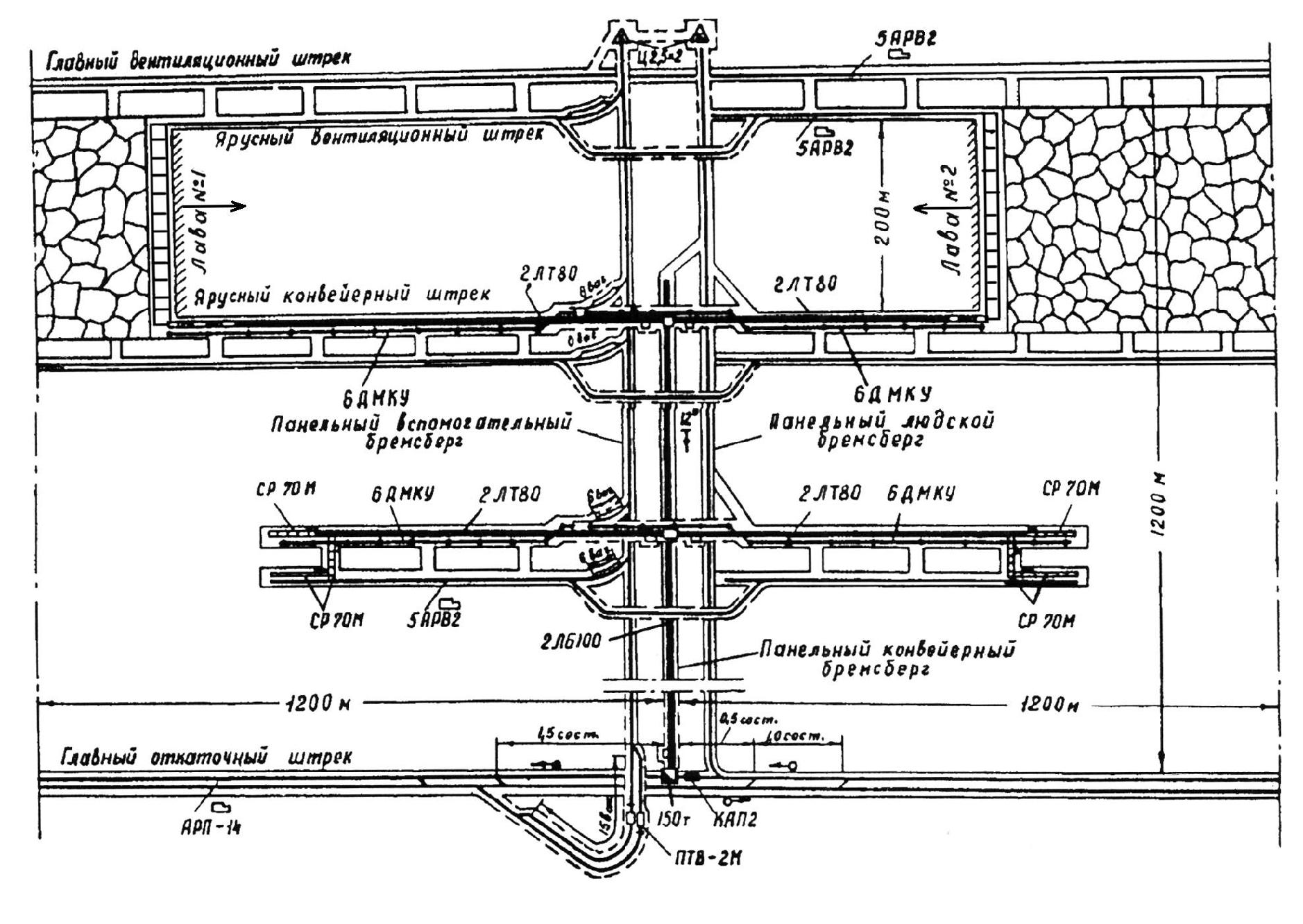
Рис. 1.1 Схема подземного транспорта бремсберговой выемочной панели
Исходными данными для выбора типа конвейера являются:
максимальный грузопоток a 1(max),т/мин, поступающий на лавы на участковый конвейер; сменная производительность добычной машины А, т/см, продолжительность рабочей смены Тсм ч; коэффициент машинного времени работы добычной машины Км.
Необходимо выполнить выбор конвейерного транспорта для логистической транспортной системы, обеспечивающей функционирование бремсберговой панели изображённой на рис.1.1.
Средне минутные грузопотоки а 1(ср1); а 1(ср2) (т/мин) за время поступления угля из лавы 1 и 2 рассчитываются по формулам:
а 1(ср1) =  =
=  = 13,3 т/ч; (1.1)
= 13,3 т/ч; (1.1)
а 1(ср2) =  = = 13,3 т/ч
= = 13,3 т/ч
Сменная производительность добычной машины:
Асм1 = Асм2 = а 1(ср) × Km × Tсм × 60 = 13,3×0,6×6×60 = 2872,8 т/см
Среднечасовые грузопотоки в этих лавах могут быть определены:
a 60(ср1) = a 60(ср2) =  =
=  = 478,8 т/ч (1.2)
= 478,8 т/ч (1.2)
Максимальные часовые грузопотоки на выходе из лав:
a 60(max)1= a 60(max)2= a 60(ср) × Kн = 478,8 × 0,6 = 287,28 т/ч (1.3)
Максимальный минутный грузопоток поступающий из одного очистного забоя:
a 1(max)1= a 1(max)2 =  =
=  = 22,17 т/мин
= 22,17 т/мин
где Кн – часовой коэффициент неравномерности, значения которого (на основании экспериментальных данных) приведены в табл. 1.1
Принимаем Кн = 0,6
Таблица 1.1
| a 60(cp1) , т/ч | 30 - | 40 - | 50 - | 60 - | 70 - | 80 - | 90 - | 100 - | 120 - | 140 - | 160 - | |
| Кн | 3,5 - | 3,0 - | 2,75 - | 2,5 - | 2,3 - | 2,15 - | 2,0 - | 1,9 - | 1,8 - | 1,7 - | 1,6 - | |
| 3,0 | 2,75 | 2,5 | 2,9 | 2,15 | 2,0 | 1,9 | 1,8 | 1,7 | 1,6 | 1,5 | ||
Приемные способностиQпр1 1иQпр2,м3/мин, для ленточных конвейеров,
установленных в ярусных конвейерных штреках, примыкающих к лавам 1 и
2, определяются по формулам: 
Qпр1= Qпр2≥  ≥
≥  = 23,26 м3/мин (1.4)
= 23,26 м3/мин (1.4)
| где g – насыпная плотность транспортируемого конвейерами угля, т/м3. | |||||
| Полученные | значения | приемных | способностей конвейеров, | ||
установленных в ярусных штреках, ориентируются на применение ленточных телескопических конвейера типа 1 или 2ЛТ (из табл. 1.2).
Для окончательного выбора типов конвейеров, устанавливаемых в ярусных конвейерных штреках, определяются их эксплуатационные
производительности Qэ1 и Qэ2, т/ч, по формуле, приведенной ниже, с соответствующими значениями для a 1(max)1 и a 1(max)2
Qэ1= a 1(max)1 × Pк1 = 22,17× 55,6 = 1228,76 т/ч (1.5)
Qэ2= a 1(max)2 × Pк1 =22,17×55,6 = 1228,76 т/ч
где Рк – нормативный коэффициент (табл. 1.3), зависящий от времени
движения груза по рассматриваемому конвейеру t (мин) и величины
Z1=Z2=  =
=  = 36,08
= 36,08
t1=  =
=  = 8,33 мин
= 8,33 мин
t2= =  = 9,38 мин
= 9,38 мин
где Lя – длина ярусного конвейерного штрека, м; v =1,6– скорость движения ленты для рассматриваемого конвейера, м/с.
По полученным значениям Q Э1 и Q Э 2 из формулы (1.5), окончательно
выбираем для ярусного штрека лавы 1 и лавы 2, по табл. 1.2
ленточные телескопические конвейеры и указываем их основные параметры
.- максимальную приёмную способность, производительность, ширину ленты, скорость движения ленты и мощность привода.
После этого переходим к определению параметров суммарногогрузопотока, который поступает на панельный бремсберг(рис1.1),из двухярусных конвейерных штреков (т. е. в этом месте происходит суммирование двух грузопотоков угля из двух лав).
Выбираем конвейеры выпускаемые ОАО «Сибсельмаш» типа 2ПТ120:
максимальная производительность конвейера – 1200-1400 т/ч
ширину ленты – 1200 мм
скорость движения ленты – 2,56 м/c
максимальная приемная способность – 25 м3/мин
мощность привода - 3×250 кВт
Таблица 1.2 Технические характеристики шахтных конвейеров, выпускаемых ОАО
|
Таблица 1.3
Значение нормативного коэффициента
| Z = | а 60(max) | |||||||||||||
| t, мин | а 1(max) | |||||||||||||
| 60,0 | 60,0 | 60,0 | 60,0 | 60,0 | 60,0 | 60,0 | 60,0 | 60,0 | ||||||
| 50,3 | 52,1 | 53,7 | 55,2 | 56,3 | 57,2 | 58,8 | 59,5 | 59,9 | ||||||
| 42,3 | 44,9 | 47,4 | 49,8 | 51,7 | 53,4 | 56,6 | 58,4 | 59,4 | ||||||
| 40,1 | 42,9 | 45,5 | 48,1 | 50,2 | 52,1 | 55,7 | 57,9 | 59,4 | ||||||
| 35,9 | 38,8 | 41,7 | 44,5 | 46,9 | 49,1 | 53,5 | 56,4 | 58,5 | ||||||
| 34,0 | 37,0 | 39,9 | 42,7 | 45,2 | 47,5 | 52,3 | 55,6 | 58,0 | ||||||
| 32,5 | 35,5 | 38,4 | 41,3 | 43,8 | 46,1 | 51,2 | 54,8 | 57,6 | ||||||
| 31,3 | 34,3 | 37,1 | 40,0 | 42,6 | 45,0 | 50,2 | 54,0 | 57,0 | ||||||
| 30,3 | 33,2 | 36,0 | 38,9 | 41,5 | 43,9 | 49,2 | 53,2 | 56,4 | ||||||
| 29,4 | 32,2 | 35,0 | 37,9 | 40,4 | 42,9 | 48,3 | 52,6 | 55,9 | ||||||
| 28,6 | 31,4 | 34,2 | 36,9 | 39,5 | 42,0 | 47,5 | 51,8 | 55,4 | ||||||
| 37,8 | 30,6 | 33,4 | 36,1 | 38,7 | 41,1 | 46,7 | 51,1 | 54,9 | ||||||
| 26,5 | 29,5 | 32,3 | 34,9 | 37,5 | 39,9 | 45,5 | 50,1 | 54,1 | ||||||
Среднеквадратичное отклонение значений минутных грузопотоков в ярусных штреках лав 1 и 2 от их средних значений может быть определено по следующей приближенной формуле:
бмин1 = бмин2 =  =
=  = 3,81 т/мин (1.6)
= 3,81 т/мин (1.6)
Значение суммарного максимального минутного грузопотока 
т/мин,за время поступления на сборную транспортную выработку от двухочистных забоев определяется по формуле:
= а 1(ср1)+ а 1(ср2)+nб  =
=
= 13,3+13,3 + 2,24  = 38,67 т/мин
= 38,67 т/мин  (1.7)
(1.7)
| где | nб – вероятный параметр, значение которого зависит от произведения | |||||||||||||||||
| коэффициентов | машинного | времени лавы 1 и лавы 2, | т.е. nб = | f (ПK м), | ||||||||||||||
| значения которого приведены ниже в табл. 1.4. | ||||||||||||||||||
| Таблица 1.4 | ||||||||||||||||||
| ПK м | 0,03 | 0,06 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | ||||||
| nб | 1,0 | 1,4 | 1,64 | 1,84 | 2,0 | 2,06 | 2,13 | 2,19 | 2,24 | 2,25 | 2,33 | 2,39 | ||||||
| Приемная способность бремсбергового конвейера может быть | ||||||||||||||||||
| определена по формуле (1.5), при подстановке в неё значения a 1(m ax)S | : |
Qпр.б =  =
=  = 40,71 м3/мин
= 40,71 м3/мин
По полученному значению Qпр.б м3/мин, из табл. 1.2 производим ориентировочный выбор типа конвейера (бремсбергового) для установки в панельном бремсберге, с указанием производительности Q, скорости движения ленты v, и приемной способности Qпр.б.
Ориентировочно выбираем конвейеры выпускаемые ОАО «Сибсельмаш» типа 2Л140:
максимальная производительность конвейера – 2040-3210 т/ч
скорость движения ленты – 3,15 м/c
максимальная приемная способность – 40 м3/мин
Суммарный максимальный часовой грузопоток а60(max) ∑, т/ч,
поступающий на панельный бремсберг из ярусных штреков лавы 1 и 2 будет равен:
 =
=  +
+  + 2
+ 2  =
=
 478,8 + 478,8 + 2
478,8 + 478,8 + 2  = 1097,31 т/ч (1.8)
= 1097,31 т/ч (1.8)
| где | s | и | s | – | дисперсии | часовых грузопотоков, | соответственно из | |||||||
| час 1 | час 2 | |||||||||||||
первой и второй лавы, являющихся функциями среднечасовых грузопотоков определяемых из табл. 1.5.
Таблица 1.5
| а60(ср)т/ч | ||||||||||
| б2час | ||||||||||
Эксплуатационную производительность ленточного конвейера Qэб, т /ч,для установки в панельном бремсберге определим по формуле(1.9).
Значения t и z (табл. 1.3)определяем по аналогии с конвейерами,
установленными в ярусных конвейерных штреках:
Qэб = × Pкб = 38,67 × 42,9 = 1658,94 т/ч (1.9)
Для данного случая величину z будем определять по формуле:
z =  =
=  = 28,38 (1.10)
= 28,38 (1.10)
t =  =
=  = 17,7 мин
= 17,7 мин
По полученным значениям t и z из табл. 1.3 определяем значение нормативного коэффициента Ркб и по формуле (1.9) определяем величину Qэб.
По полученному значению Qэб из табл. 1.2 окончательно выбираем для панельного бремсберга ленточный бремсберговый конвейер и указываем его основные параметры .- приёмную способность, ширину ленты, скорость движения ленты и мощность привода.
Выбираем конвейеры выпускаемые ОАО «Сибсельмаш» типа 2ПТ120:
максимальная производительность конвейера – 1200-2040 т/ч
скорость движения ленты – 3,15 м/c
максимальная приемная способность – 30 м3/мин
ширина ленты – 1200 мм
мощность привода - 3×250 кВт
Исходными данными для расчета требуемой вместимости усредняющего бункера Еб,, устанавливаемого в узле сопряжения ярусных конвейерных штреков и бремсберга (рис.1.1), являются:
· суммарный максимальный минутный грузопоток, поступающий из ярусных конвейерных штреков а1(max)∑;
· суммарный максимальный часовой грузопоток, поступающий из ярусных конвейерных штреков на панельный бремсберг а60(max)∑ и приемная способность бремсбергового конвейера, работающего из под бункера.
Требуемая вместимость бункера (т):
Eб = а1(max)∑ × Rб = 38,67 × 0,4 = 15,47 т (1.11)
где Rб – нормативный коэффициент, значение которого определяется из табл. 1.6 по следующим исходным данным:
y=  =
=  = 46,55
= 46,55
Z = = = 28,38
Таблица 1.6
Определение значений нормативного коэффициента R б
| z = | a 60(max) | |||||||||||||||||
| y = | 60 × Q 1 б | a 1(max)å | ||||||||||||||||
| a 1(max)å | ||||||||||||||||||
| 2,9 | 4,0 | 5,4 | 6,9 | 8,5 | 10,3 | 12,1 | 14,0 | 16,0 | 18,0 | 20,3 | 22,7 | 25,1 | ||||||
| 1,9 | 2,8 | 3,9 | 5,1 | 6,5 | 3,0 | 9,6 | 11,3 | 13,1 | 15,0 | 17,0 | 19,2 | 21,4 | ||||||
| 1,5 | 2,2 | 3,1 | 4,1 | 5,3 | 6,7 | 8,2 | 9,7 | 11,4 | 13,2 | 15,0 | 17,0 | 19,2 | ||||||
| 1,1 | 1,5 | 2,1 | 3,0 | 3,9 | 5,0 | 6,3 | 7,6 | 9,1 | 10,6 | 12,2 | 14,0 | 16,0 | ||||||
| 0,9 | 1,2 | 1,7 | 2,4 | 3,1 | 4,1 | 5,2 | 6,4 | 7,7 | 9,1 | 10,6 | 12,2 | 14,0 | ||||||
| 0,6 | 0,8 | 1,2 | 1,6 | 2,3 | 3,0 | 3,9 | 4,8 | 5,9 | 7,1 | 8,3 | 9,8 | 11,4 | ||||||
| 0,5 | 0,7 | 0,9 | 1,3 | 1,8 | 2,4 | 3,1 | 3,9 | 4,9 | 5,9 | 7,0 | 8,3 | 9,7 | ||||||
| 0,4 | 0,5 | 0,7 | 1,0 | 1,4 | 1,9 | 2,5 | 3.2 | 4,0 | 4,9 | 5,9 | 6,9 | 8,2 | ||||||
| 0,4 | 0,4 | 0,5 | 0,7 | 0,9 | 1,2 | 1,7 | 2,2 | 2,8 | 3,5 | 4,3 | 5,2 | 6,2 | ||||||
| 0,3 | 0,3 | 0,4 | 0,5 | 0,7 | 0,9 | 1,3 | 1,7 | 2,2 | 2,8 | 3,7 | 4,1 | 5,1 | ||||||
| 0,3 | 0,3 | 0,3 | 0,3 | 0,4 | 0,6 | 0,8 | 1,1 | 1,4 | 1,8 | 2,3 | 2,8 | 3,5 | ||||||
| 0,2 | 0,2 | 0,2 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,9 | 1,1 | 1,4 | 1,8 | 2,3 | ||||||
| 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,3 | 0,4 | 0,6 | 0,8 | 0,9 | 1,2 | 1,6 | ||||||








