 2015-05-13
2015-05-13 2928
2928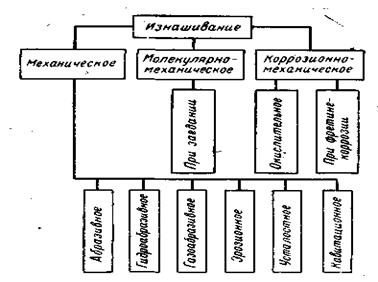
Рис. 2 8. Виды изнашивания в машинах
Механическое изнашивание — изнашивание в результате механических воздействий.
Абразивное изнашивание — механическое изнашивание материала в результате режущего или царапающего действия твердых тел или частиц.Очень опасен износ поверхностей твердыми подвижными частицами, попадающими между трущимися поверхностями.
При усталостном изнашивании поверхности трения или отдельных ее участков повторное деформирование микрообъемов материала приводит к возникновению трещин и отделению частиц. Это особенно проявляется при трении качения: шарик или ролик, перемещаясь по поверхности кольца подшипника, гонит перед собой волну сжатия материала, а сзади создает зону растяжения. Многократно повторяющиеся знакопеременные нагрузки вызывают явления контактной усталости.
Усталостное изнашивание часто является одной из причин выхода из строя основной опоры вертлюга, основной и вспомогательной опор ротора, шестерен бурового насоса и ротора, а также элементов подшипников скольжения.
Кавитационное изнашивание поверхности происходит при относительном движении твердого тела в жидкости в условиях кавитации.При неправильно. выбранном режиме работы гидравлической машины в потоке жидкости могут образоваться пузырьки пара или газа, ликвидация которых происходит бурно с гидравлическими ударами.
В результате сочетания кавитационно-эрозионного и гидроабразивного видов изнашивания под действием потока промывочной жидкости, как правило, выходят из строя отводы вертлюгов.
Молекулярно-механическое изнашивание - взаимодействие между поверхностями, наход-ящимися друг от друга на расстоянии действия атомных сил равном 3—5 А° (3—5-10~7 мм),весьма активно (более 6 мкм/ч) — коэффициент трения при схватывании возрастает до 4—6 единиц, образуются глубокие задиры поверхностей и может быть заклинивание.
Особенно опасны явления схватывания при высоких температурах. В этом случае в поверхностных слоях металла происходит рекристаллизация, многократная первичная и вторичная закалка и отпуск, т. е. в корне изменяются структурные и механические свойства материала. Изменения захватывают слой глубиной 5—80 мкм, скорость изнашивания достигает 5 мкм/ч. Случаи подобного изнашивания характерны для гильз цилиндров, тарелок клапанов, деталей механизма распределения ДВС.
При коррозионно-механическом изнашивании среда, окружающая трущиеся поверхности, вступает с их материалом в химическое взаимодействие, а в результате перемещения поверхностей удаляются продукты коррозии и обнажаются чистые поверхности деталей. Этот процесс многократно повторяется- Если поверхности неподвижны, продукты коррозии не удаляются, иногда образуя антикоррозионный защитный слой.
Окислительное изнашивание, протекающее при наличии на поверхностях трения защитных пленок, которые образовались в результате взаимодействия материала с кислородом, является наиболее распространенным и наименее опасным видом изнашивания. Интенсивность окислительного изнашивания небольшая (менее 0,05 мкм/ч).
В некоторых случаях поверхности работают при небольших относительных перемещениях, вызванных вибрацией системы — посадочные поверхности шестерен, цепных колес, подшипников качения, деталей втулочно-роликовых цепей и др. При этом возникает так называемая фреттинг-коррозия.
60. Виды и методы дефектоскопии. Классификация. Ультразвуковая….
Дефектоскопия–комплекс методов и средств неразрушающего контроля материалов и изделий с целью обнаружения дефектов, Дефектоскопия включает разработку методов и аппаратуру (дефектоскопы и др.), составление методик контроля, анализ и обработку показаний дефектоскопов. В основе методов дефектоскопии лежит исследование физических свойств материалов при воздействии на них рентгеновских, инфракрасных, ультрафиолетовых лучей, гамма-лучей, радиоволн, ультразвуковых упругих колебаний, магнитного и электрического полей и др.
Дефектоскоп устройство для обнаружения дефектов в изделиях методами неразрушающего контроля. Различают дефектоскопы магнитные, рентгеновские, ультразвуковые, электроиндуктивные и др. Они выполняются в виде переносных, лабораторных приборов или стационарных установок. Переносные дефектоскопы обычно имеют простейшие индикаторы для обнаружения дефектов (стрелочный прибор, световой или звуковой сигнализатор и т, Д.); лабораторные дефектоскопы более чувствительны, часто оснащаются осциллоскопическими и цифровыми индикаторами, В стационарных дефектоскопах – наиболее универсальных – предусмотрены самозаписывающие устройства для регистрации показаний и их объективной оценки.
Наиболее простым методом дефектоскопии является визуальный, осуществляемый невооруженным глазом или с помощью оптических приборов (например, лупы). Более широкое распространение получил метод оптического контроля в связи с созданием оптического квантового генератора (ОКГ).
Рентгенодефектоскопия основана на поглощении рентгеновских лучей, которое зависит от плотности среды и атомного номера элементов, образующих материал среды. Наличие таких дефектов, как трещины, раковины и инородные включения, приводит к том)% что проходящие через материал лучи ослабляются в различной степени. Регистрируя распределение интенсивности проходящих лучей, можно определить наличие и расположение различных неоднородностей материала.
Гамма-дефектоскопия имеет ту же физическую сущность основы, что и рентгенодефектоскопия. но при этом используются гамма-лучи, испускаемые искусственными радиоактивными изотопами различных металлов (кобальта, иридия, европия, тантала, цезия, туллия и др.). При гамма-дефектоскопии используют энергию излучения от нескольких десятков кэв до 1–2 Мэв для просвечивания деталей большой толщины.Радиодефектоскопия, основанная на проникающих свойствах микрорадиоволн, позволяет обнаруживать дефекты главным образом на поверхности изделий обычно из неметаллических материалов.Этим методом определяют дефекты в стальных листах, проволоке в процессе их изготовления, а также измеряют их толщину или диаметр, толщину диэлектрических покрытий и т.д При инфракрасной дефектоскопии используются инфракрасные (те иловые) лучи для обнаружения непрозрачных для видимого света включений. Инфракрасное изображение дефекта получают в проходящем, отраженном или собственном излучении исследуемого изделия. Этим методом контролируют изделия, нагревающиеся в процессе работы.
Магнитная дефектоскопия основана на исследовании искажений магнитного поля, возникающих в местах дефектов в изделиях из ферромагнитных материалов. служить магнитный порошок (закись – окись железа) или его суспензия в масле с дисперсностью частиц 5–10 мкм.
Электроиндуктивная (токовихревая) дефектоскопия основана на возбуждении вихревых токов переменным магнитным толем датчика дефектоскопа. Вихревые токи создают свое поле, противоположное по знаку возбуждающему. В результате взаимодействия этих полей изменяется полное сопротивление катушки датчика, что и отмечает индикатор. Показания индикатора зависят от электропроводности и магнитной проницаемости металла, размеров изделия, а также от изменений электропроводности из-за структурных неоднородностей или нарушений сплошности металла
Капиллярная дефектоскопия основана на искусственном повышении свето- и цветоконтрастности дефектов относительно неповрежденного участка. Методы капиллярной дефектоскопии позволяют обнаруживать невооруженным глазом тонкие поверхностные трещины и другие несплошности материала, образующиеся при изготовлении и эксплуатации деталей машин.
Ультразвуковая дефектоскопия основана на использовании упругих колебаний, главным образом ультразвукового диапазона частот. Нарушения сплошности или однородности среды влияютна распространение упругих волн в изделии или на режим колебаний изделия.
В технике используются механические колебания в очень широком интервале частот – от нескольких герц до 200 МГц, или от инфразвука до ультразвука. Широкий интервал применяемых частот обусловлен тем, что характер их распространения и поглощения зависит от частоты. Ею определяются контролируемая зона, минимальная измеряемая толщина, степень поглощения и характер возбужденных воин. В ультразвуковой дефектоскопии используется целая гамма различных видов волн, которые отличаются друг от друга как направлениями распространения колебаний, так и характером колебаний. Механические колебания используются для выявления нарушения сплошности и измерения толщины. Свойство их поглощения при прохождений через контролируемую среду используется для нахождения мелких рассеянных инородных включений и пустот, оценки неоднородности зерна, структуры, определения плотности массы, внутренних напряжений, коэффициента вязкости, межкристаллитной коррозии, зоны поверхностного распространения. Большим достоинством методов и средств неразрушающего ультразвукового контроля является их универсальность – возможность применения как для металлов и сплавов, так и для керамики, полупроводников, пластических масс, бетона, фарфора, стекла, ферритов, твердых сплавов, т.е. таких синтетических материалов, которые находят все большее применение в технике.
К числу основных методов ультразвуковой дефектоскопии относятся: эхометод, теневой, резонансный, велосимметричный (собственно ультразвуковые методы), импедансный и метод свободных колебаний (акустические методы).

