 2015-05-13
2015-05-13 2020
2020Рассмотримсхемынарезания метрической резьбы на наружных поверхностях резцами и плашками.
Метрическая резьба имеет треугольный профиль с углом 600 и может быть выполнена на одном и том же диаметре с крупным и мелким шагом P (шаг - расстояние между двумя одноименными точками соседних профилей, измеренное вдоль оси резьбы).
Резьба характеризуется тремя диаметрами d, d1, d2, а также углом подъема w (см. рис.3), определяемым равенством
w = arc tg (P /p × d 2 ),
где d2 - средний диаметр (диаметр цилиндра, который делит профиль резьбы так, что ширина витков равна ширине соответствующих впадин между витками).
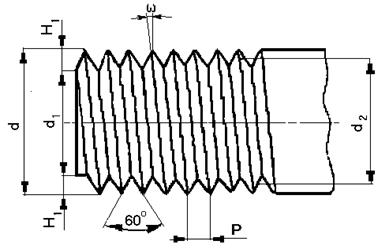
Р и с. 3. Профиль резьбы болта и ее элементы
Наружный диаметр d - диаметр цилиндра, описанного около резьбовой поверхности. У болтов он измеряется по вершинам профиля, у гаек - по впадинам резьбы. Внутренний диаметр d1 - диаметр цилиндра, вписанного в резьбовую поверхность. У болтов диаметр d1 измеряется по впадинам, а у гаек - по вершинам резьбы; H1 - глубина резьбы.
Пример обозначения метрической резьбы с крупным шагом P=1,75 мм на диаметре 12 мм: М12 - 8g, где 8 - степень точности резьбы; g - отклонение, характеризующее поле допуска резьбы.
Для наружной резьбы предусмотрено четыре отклонения, которые обозначаются буквами h, g, e, d, и три степени точности 4, 6 и 8; для внутренней резьбы - два отклонения H и G и также три степени точности 5, 6 и 7. Тот же пример обозначения резьбы с мелким шагом P=1 мм: М12 х 1 - 8g.
Нарезание резцом. Резьбу нарезают с продольной подачей Sпр, равной шагу P. За каждый оборот шпинделя резец должен поступательно переместиться в продольном направлении на шаг. Связь скорости вращения шпинделя со скоростью поступательного движения резца обеспечивается с помощью ходового винта, маточной гайки, смонтированной в фартуке станка, и сменными зубчатыми колесами с разным числом зубьев, находящимися на валах коробки передач. Схематично эта связь прослеживается на рис.4.
Если бы шаг P резьбы на заготовке был бы равен шагу Pх.в. ходового винта, то последний должен был бы вращаться с такой же скоростью, как и шпиндель. Но чаще всего P отлично от Pх.в., поэтому и указанные скорости вращения не равны. Для изменения соотношения скоростей шпинделя и ходового винта между ними устанавливают сменные зубчатые колеса.
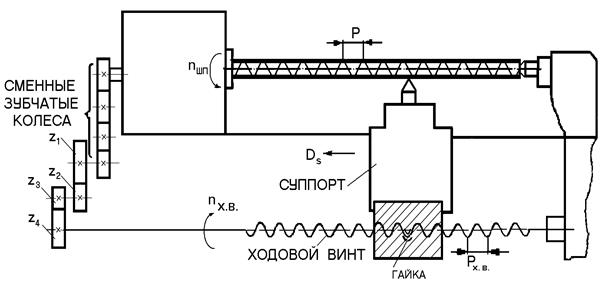
Р и с. 4. Схема обработки резьбы резцом на токарном станке
Перед нарезанием резьбы на заготовках с уступами необходимо предварительно выполнить канавки для выхода резца, изображенные на рис.5. Получают канавки подобно тому, как это показано на рис.1,д.
Размеры канавок стандартизованы, зависят от диаметра и шага резьбы и приведены в ГОСТ 27148-86. Канавка позволяет, во-первых, нарезать полный профиль на всей длине резьбового участка поверхности; во-вторых, отвести резец от обработанной поверхности для последующего прохода (обычно резьбу нарезают за несколько рабочих ходов), чтобы не срезать резьбу. Отсутствие канавок означает, что профиль резьбы в конце рабочего хода будет неполным. Длину участка с неполным профилем называют сбегом резьбы.
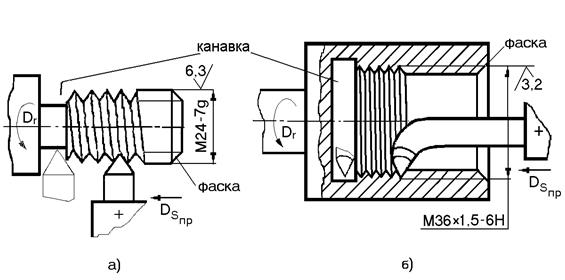
Р и с. 5. Схема нарезания резьбы при наличии наружной (а)
и внутренней (б) канавок для выхода инструмента
Если в процессе обработки суппорт с резцом перемещается от задней бабки к передней, то образуется правая резьба с винтовой линией, направленной по часовой стрелке. В противном случае получают левую резьбу.
Нарезание круглыми плашками и метчиком. Резьбу на детали, изображенной на рис.1 в лабораторной работе №1, целесообразно изготовить метчиком. На рис.6 изображена вспомогательная оснастка для жесткого закрепления метчиков и плашек. На оправку 1 установлен корпус 2, с которым неподвижно связан метчико- или плашкодержатель 3. Инструмент вставляют в держатель и закрепляют его винтами. На торце заготовки перед нарезанием резьбы должна быть выполнена фаска под углом 450. Режущий инструмент устанавливают перпендикулярно оси заготовки, прижимают его к заготовке пинолью задней бабки и в дальнейшем предохраняют от вращения с помощью рукоятки 4. После образования заходной частью инструмента первого витка плашка или метчик “самозатягивается” обрабатываемой поверхностью. Корпус получает осевое перемещение относительно оправки с продольной подачей, равной шагу резьбы. Обратным вращением детали режущий инструмент отводится назад.
При нарезании резьбы используют смазочно-охлаждающие жидкости (эмульсию, машинное масло, сульфофрезол), которые по-вышают качество её рабочих поверхностей и увеличивают стойкость
инструмента, измеряемую в минутах.
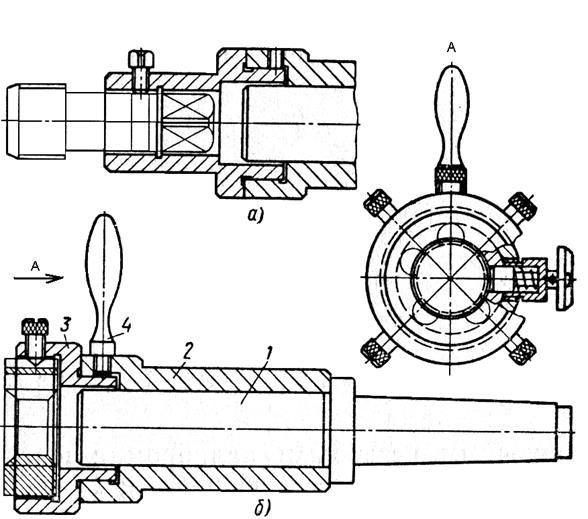
Р и с. 6. Способы жесткого закрепления метчиков (а) и плашек (б)
в пиноли задней бабки








