 2015-06-26
2015-06-26 3278
3278Все работы по ремонту элементов валопро-вода должны выполняться на признанных Регистром предприятиях.
6.1. Ремонт и замена опорных облицовок
6.1.1.Инспектор Регистра должен исходить из
того, что облицовки гребного вала предназ
начены для выполнения всего двух функций —
обеспечения минимально допустимого зазора в
сопряжении с дейдвудным подшипником и защ
иты гребного вала от коррозии. Для выполнения
этих функций облицовка долна обладать высоки
ми антифрикционными свойствами и быть на
дежно закреплена на гребном валу. Дефекты,
указанные в табл. 1.2, препятствуют выполнению
основных функций облицовки. Типовые дефекты
облицовок показаны на рис. 6.1.1.
6.1.2.Износ рабочей поверхности облицовки,
установленной по прессовой посадке, восстанов
лению не подлежит. Ремонт сводится к восста
новлению формы облицовки (круглость,
цилиндричность, шероховатость) методом точе
ния и шлифования, а также компенсации зазора
за счет увеличения толщины антифрикционного
материала дейдвудного подшипника. Толщина
облицовки после точения должна быть не менее
указанной в настоящем Руководстве.
6.1.3. Износ наплавленной облицовки вне
зависимости от величины износа может быть
компенсирован путем наплавки по одобренной
Регистром технологии с последующей проточкой
до построечного размера. Допускается также
применение технологии восстановления формы
наплавленной облицовки путем проточки с обе
спечением компенсации зазора в дейдвудном
подшипнике за счет увеличения толщины анти
фрикционного материала. При этом толщина
облицовки после точения должна быть не менее
50% построечной.
6.1.4. Износ или разрушение специальных
покрытий (хромирование и т.п.) подлежат ремон
ту по первоначальной технологии, предусмотрен
ной проектной документацией, или по иной
технологии, одобренной Регистром.
6.1.5. Трещины в поперечных сварных швах
составных облицовок подлежат ремонту при
соблюдении следующих условий:
между валом и облицовкой в зоне сварного шва не должно быть воды;
корень сварного шва не должен формироваться стальной поверхностью гребного вала;
должна быть обеспечена надежность контроля герметичности сварного шва.
Следует иметь в виду, что оловянистые бронзы склонны к образованию трещин при
| Поперечная трещина Продольная трещина |
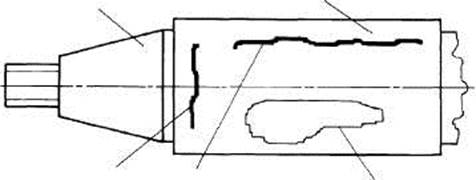 Гребной вал
Гребной вал
Облицовка
Бухтина
| Гребной вал |
| Трещина |
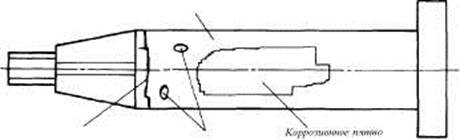 Язвы
Язвы
Рис. 6.1.1 Типовые повреждения гребных валов
Приложение 13
сварке, особенно при закреплении свариваемых деталей на валу.
6.1.6. Продольные трещины, как правило,
являются следствием увеличенного натяга в сое
динении облицовки с валом. Такие облицовки
подлежат замене, либо должны ремонтироваться
вне вала по технологии, одобренной Регистром.
6.1.7. Количество, площадь и расположение
бухтин (отсутствие прямого контакта облицовки
с валом) устанавливается документацией, одо
бренной Регистром в установленном порядке.
Как правило, общая площадь бухтин не должна
превышать 15% площади сопряжения облицовки
с валом, и они должны отсутствовать в кормовой
части на длине не менее одного диаметра вала.
Наличие бухтин определяется обстукиванием об
лицовки стальным инструментом (молотком и
т.п.); глухой звук является показателем этого
дефекта. Необходимость ремонта бухтин опре
деляется поведением облицовки в эксплуатации.
Наличие повышенного износа облицовки или
дейдвудного подшипника в районе бухтин тре
бует проведения ремонта облицовки. Облицовки
с бухтинами, суммарная площадь которых пре
вышает допустимые значения, как правило, по
длежат замене. Возможен ремонт бухтин путем
заполнения пустот клеевым составом, твер
деющим в замкнутом пространстве.
6.1.8. Пористость облицовок приводит к
нарушению их герметичности, попаданию воды
на поверхность вала и его интенсивной коррозии.
Пористые облицовки не подлежат ремонту на
валу, их следует заменять и ремонтировать вне
вала. В качестве временной меры, может быть
допущен ремонт с использованием технологии
пропитки полимером, одобренной PC.
6.1.9. Прочие повреждения (забоины, цара
пины, вмятины и т.п. местные дефекты) подлежат
ремонту по технологии судоремонтного завода,
одобренной Регистром. При этом следует стре
миться к минимальному использованию свароч
ных работ.
6.1.10. Трещины в переходе основного метал
ла к наплавке, если облицовка наплавлена на вал,
подлежат удалению и заварке электродами, ана
логичными по химическому составу металлу
облицовки. Переход от тела вала к облицовке
должен быть сформирован галтелью максималь
но возможного радиуса и упрочнен обкаткой
роликом или шаром по технологии СРЗ, одо
бренной Регистром.
6.1.11. Демонтаж облицовок с вала (в случае
необходимости) и их ремонт вне вала выполняется
по технологии СРЗ, одобренной Регистром.
6.2. Ремонт коррозионных повреждений тела
вала
6.2.1. Равномерные коррозионные поврежде
ния (см. рис. 6.1.1), уменьшающие диаметр тела
вала в пределах 1%, подлежат удалению до
чистого металла методом точения и шлифования
на токарном станке.
6.2.2. Ремонт коррозионных повреждений,
уменьшающих диаметр тела вала более, чем на
1%, должен сопровождаться расчетом прочности
вала при уменьшении его диаметра согласно
Правилам Регистра.
6.2.3. Ремонт локальных коррозионных пов
реждений выполняется с учетом рекомендаций
гл. 6.4.

