 2015-07-02
2015-07-02 4531
45315.2.1. Описание конструкции продольно-строгального станка и технология обработки заготовки
Продольно-строгальные станки предназначены для обработки плоских поверхностей больших корпусных деталей. В промышленности используются продольно-строгальные станки различных конструкций. Для курсового проектирования принят двухстоечный станок, предназначенный для обработки наиболее крупных деталей (см. рис.5.4), который содержит следующие основные узлы: станину 1, стол 2, траверсу 3, суппорт 4, две стойки 5, редуктор 6, один или два электродвигателя 7.
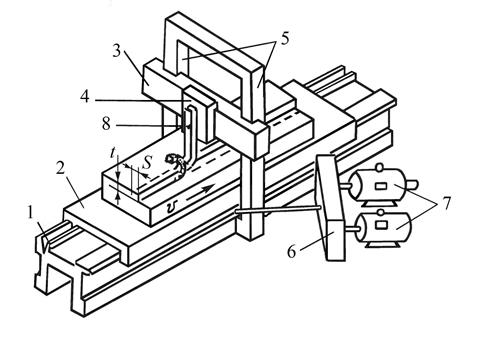
Рис.5.4
Станина устанавливается на фундаменте, а к ней крепятся все элементы и механизмы станка. Станина имеет горизонтальные направ-ляющие, по которым стол совершает возвратно-поступательное движение. Длина станины крупных станков превышает 10 м. Движение от двигателей к столу передается через редуктор и червячно-реечную передачу. Рейка крепится к столу снизу по середине. Заготовка, из которой изготавливается изделие, устанавливается на столе и крепится болтами. Во время рабочего (прямого) хода, показанного на рис.5.4 стрелкой, резец 8 снимает стружку. На рис.5.4 размеры резца и стружки для наглядности значительно преувеличены. Для обратного хода двигатели реверсируются, резец приподнимается специальным электромагнитом и не касается заготовки.
Во время обратного хода или в одном из крайних положений суппорт перемещается на величину подачи в горизонтальном направлении по траверсе. По окончании обработки плоскости станок останавливается, резец возвращают в исходное состояние, траверса опускается на величину глубины резания, после чего проводится обработка параллельной плоскости, если в этом есть необходимость.
Движение, при котором производится снятие стружки, называется главным движением, а привод, обеспечивающий это движение, называется главным приводом. Перемещение резца поперек обрабатываемой поверхности называется движением подачи. Оно обеспечивается приводом подачи. Имеется также привод перемещения траверсы и другие приводы.
Кинематическая схема главного привода представлена на рис.5.5.
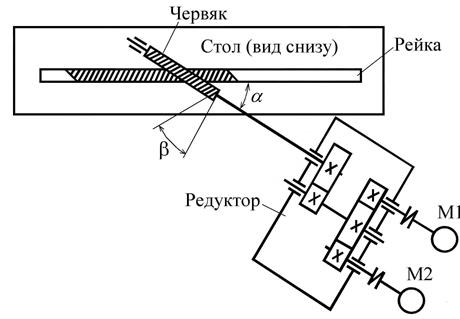
Рис. 5.5
Движение рейки, установленной на нижней поверхности стола, осуществляется от червяка. Такая передача обеспечивает высокую плавность движения.
Червяк приводится во вращение двигателями через редуктор с передаточным отношением
 (5.8)
(5.8)
где Zj ‑ число зубьев j -й шестерни; в числитель (5.8) подставляются числа зубьев ведомых шестерен, а в знаменатель – ведущих.
Скорость движения стола, м/мин, определяется выражением
 (5.9)
(5.9)
где m – модуль червячной передачи, мм; Z – число заходов червяка; b – угол подъема винтовой линии червяка; a – угол между осью червяка и направлением движения стола; n Д – частота вращения вала двигателя, об/мин; wД – угловая скорость вращения вала двигателя, рад/с; r – радиус приведения, м.
Скорость резания на продольно-строгальном станке находится в пределах 4 –100 м/мин. При черновой обработке и обработке твердых материалов используются малые скорости. Высокие скорости резания предпочтительны при чистовой обработке.
Обратная скорость обычно выше, чем прямая, поскольку она не имеет технологических ограничений и сокращение времени обратного хода приводит к повышению производительности станка. Станки рассчитываются на работу с постоянным моментом при скоростях до 20 – 25 м/мин. При более высокой скорости регулирование ведется с постоянной мощностью.
Для ослабления ударов и уменьшения выкрашивания материала врезание резца в изделие и выход резца из изделия производится при скорости V B = 12 ÷ 15 м/мин.
График изменения скорости стола в функции времени приведен на рис. 5.6. Он имеет следующие участки. В течение времени t 1 происходит разгон стола до скорости врезания (V B). В интервалы t 2 и t 3 стол движется с этой скоростью. Далее в течение t 4 происходит разгон до заданной скорости резания, и в течение t 5 производится резание при неизменной скорости.
Далее (t 6) происходит снижение скорости до V B для выхода резца из заготовки и работа на этой скорости (t 7, t 8 ). В течение интервалов t 9и t 10 производится торможение до нуля, а затем разгон до скорости обратного хода. В течение t 11 стол движется с неизменной скоростью V ОБР в обратном направлении, после этого происходит торможение до нуля в течение t 12. После чего начинается новый цикл.
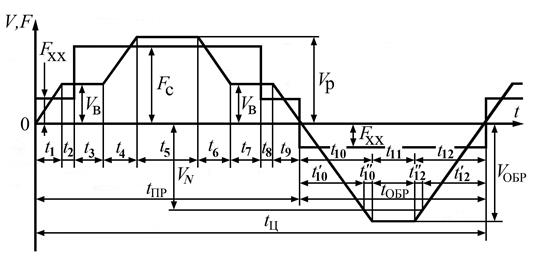
Рис. 5.6
Укажем, как изменяется статический момент на валу двигателя. В течение t 1 и t 2 он равен моменту холостого хода МХХ. После этого происходит врезание резца в заготовку и устанавливается момент, который соответствует моменту резания МС, действующий в течение интервалов t 3 – t 7 . Затем резец выходит из изделия, и устанавливается момент холостого хода в течение t 8 и t9. После изменения направления вращения во время всего обратного хода действует отрицательный момент холостого хода.
Участки разгона и торможения, на которых скорость превышает номинальную, целесообразно делить на два интервала: один при скорости, меньшей номинальной ( и
и  на рис. 5.6), и второй при скорости, большей номинальной, (
на рис. 5.6), и второй при скорости, большей номинальной, ( и
и  ). Это необходимо при проверке двигателя по нагреванию с учетом того, что при скоростях, выше номинальной, отсутствует линейная зависимость между током и моментом.
). Это необходимо при проверке двигателя по нагреванию с учетом того, что при скоростях, выше номинальной, отсутствует линейная зависимость между током и моментом.
5.2.2. Требования к электроприводу
1. Диапазон регулирования скорости с постоянным моментом до D m = 1:10, при регулировании с постоянством мощности не менее Dp = 1:4, общий диапазон регулирования скорости до D = 1:25.
2. Режим работы перемежающийся с частыми реверсами [7, 8].
3. Для обеспечения работы на пониженных скоростях двигатели должны иметь естественное или принудительное охлаждение.
4. Привод должен быть реверсивным и обеспечивать рекуперацию энергии торможения в сеть.
5. Перегрузки по току для продолжительности перегрузки до 10 с для электроприводов постоянного тока при полном магнитном потоке не менее 2, а для электроприводов переменного тока не менее 1,2 – 2 по току.
6. Погрешность скорости при изменении нагрузки в пределах 100 ‑ 60 % и 60 ‑ 20 % не менее 3,5 % (ГОСТ 27803-88).
7. Время возврата скорости к указанному допуску (3,5 %) при ступенчатом изменении нагрузки от холостого хода до номинальной не должно превышать 1 с.
5.2.3. Расчетные выражения
Статический момент станка, равный электромагнитному моменту двигателя в установившемся режиме, практически не зависит от скорости. Он имеет два значения: статический момент во время резания МС и статический момент холостого хода МХХ в остальное время. В дальнейшем эти моменты называются моментом сопротивления (при резании) и моментом холостого хода.
Во время резания со стороны резца к заготовке прилагается усилие резания FZ, направленное навстречу движению стола, вертикальное усилие FY, прижимающее стол к направляющим, и боковое усилие FX, которое ввиду малости обычно не учитывается.
Расчеты можно выполнять в следующем порядке.
1. На основании исходных данных (см. табл. 5.3) определяются усилия, необходимые для перемещения стола в режиме холостого хода [7, 8]
 (5.10)
(5.10)
и во время резания
F C = FZ + m FY + F XX, (5.11)
где m – коэффициент трения стола о направляющие; g – ускорение силы тяжести, м/с2; m CT и m З – массы стола и заготовки, кг.
При расчетах можно принять: m = 0,05 – 0,08, FY = (0,3 – 0,4) FZ.
Таблица 5.3
| Технологические данные | Обоз-наче- ние | Раз- мер- ность | Номер варианта | |||||||||
| Усилие резания | FZ | кН | ||||||||||
| Номинальная скорость | V N | м/мин | ||||||||||
| Скорость резания | V Р | м/мин | ||||||||||
| Скорость обратного хода | V ОБР | м/мин | ||||||||||
| Масса стола | m CT | кг | ||||||||||
| Масса заготовки | m З | кг | ||||||||||
| Длина заготовки (реза) | l | м | 5,4 | 3,5 | 6,2 | 8,0 | 4,8 | 4,2 | 6,7 | 7,6 | 6,8 | 5,5 |
Примечание. Варианты с 11 по 20 получаются умножением усилий резания на 1,5. Например для варианта 15 – FZ = 78 кН.
2. Выбирается по каталогам электродвигатель постоянного или переменного тока, который удовлетворяет предъявляемым требованиям и имеет номинальную мощность, близкую к предполагаемой,
 (5.12)
(5.12)
где VN – скорость стола при резании или при номинальной скорости двигателя, если последняя выше той, которая приведена в задании, м/мин; hN = 0,65 – 0,75 – номинальный КПД механической передачи.
3. Момент сопротивления
 (5.13)
(5.13)
и момент холостого хода
 (5.14)
(5.14)
где r – радиус приведения, м.
Пути, проходимые столом на установившейся скорости перед врезанием резца в заготовку, после врезания до разгона, перед выходом и после выхода резца, можно принять по 0,05 – 0,10 м. В течение интервалов t 3 и t 7 проходится путь, равный длине заготовки (l).

