 2014-02-09
2014-02-09 4835
4835Значение сборки в производственном процессе
План лекции
Лекция 9. Основы технологии сборки
1. Значение сборки в производственном процессе
2. Технологические виды и формы сборки
3. Построение схемы сборки
4. Пригоночные работы при сборке
Сборочные работы являются заключительным этапом в производственном процессе, на котором из отдельных узлов и деталей собираются готовые изделия. Собранное изделие при недостаточно точном соединении отдельных деталей, даже если они изготовлены с заданной точностью, не будет обладать необходимыми эксплутационными качествами и надежно работать. Поэтому в производстве сборочные работы имеют первостепенное значение. Кроме того, в зависимости от вида и типа производства объем сборочных работ составляет от 10 до 50% общей трудоемкости. На сборочном конвейере отражается весь ход производства на предприятии, в том числе вопросы снабжения, внутризаводская и цеховая организация производства, а также уровень инженерной проработки изделия и технологии его изготовления.
Рассматривая технологичность изделия с точки зрения сборки, выделяют следующие критерии:
1. Степень взаимозаменяемости деталей и узлов машин. Изделие будет технологичным, если применяется принцип полой или неполной взаимозаменяемости, т.е. при сборке отсутствую дополнительные работы по подбору пар деталей в изделии и по пригонке или регулировке.
2. Наличие продуманной системы компенсаторов в случае необходимости пригонки или регулировки.
3. Удобство подходов для монтажа и демонтажа узлов и деталей изделия.
4. Возможность расчленения изделия на отдельные узлы, которые могут собираться и проверяться отдельно.
Организация выполнения сборочных работ определяется конструкцией изделия, масштабом выпуска и специфическими особенностями конкретного производства. Различаю три вида сборки:
а) по принципу индивидуальной пригонки;
б) по принципу полной взаимозаменяемости;
в) по принципу неполной взаимозаменяемости путем индивидуального или группового подбора.
Сборка по принципу индивидуальной пригонки применяется в единичном и мелкосерийном производстве. В этом случае, прежде чем направить детали на общую сборку, их подвергают ручной обработке и отделке, после чего пригоняют по месту опиливанием, пришабриванием, притиркой, шлифованием и т.д. Таким образом, осуществляется сборка по принципу индивидуальной пригонки.
Сборка по принципу полной взаимозаменяемости применяется в крупносерийном и массовом производстве. В этом случае деталь ставится на место к другой детали без предварительной сортировки и пригонки, обеспечивая соединение с необходимой посадкой. При такой сборке возможна организация поточного производства.
Сборка, при которой надлежащая посадка соединяемых деталей осуществляется путем предварительного подбора их по размерам, называется сборкой с неполной взаимозаменяемостью
Подбор таких деталей по размерам производится из любых деталей, изготовленных в пределах допуска. Это может быть индивидуальный подбор или, что применяется чаще, сортировка деталей на размерные группы – групповой подбор. Такая сборка также применяется в крупносерийном и массовом производстве.
По формам организации работы сборка подразделяется на два вида: стационарную и неподвижную.
Стационарная сборка характеризуется тем, что она выполняется группой рабочих на одном неподвижном месте, к которому подаются все детали и узлы.
Подвижная сборка характеризуется тем, что изделие в процессе сборки перемещается от одного рабочего места к другому, на которых выполняются закрепленные за ними операции. К этим рабочим местам подаются необходимые детали и узлы.
Выполнение процесса сборки может осуществляться следующими методами (рис. 9.1).
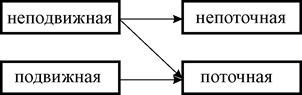
Рис. 9.1. Методы сборки.
Первый метод заключается в том, что машина полностью собирается из отдельных деталей одной бригадой сборщиков на одном сборочном месте с начала до конца. Этот метод применяется при стационарной сборке и присущ единичному производству.
Второй метод сборки заключается в том, что машина собирается одной бригадой рабочих из отдельных деталей и узлов, предварительно собранных другими рабочими вне стенда общей сборки. Этот метод является более производительным и применяется при стационарной сборке в серийном производстве.
Третий метод заключается в том, что процесс сборки дифференцируется на отдельные операции. Каждая операция выполняется на отдельном рабочем месте (подвижном или неподвижном) определенным рабочим или группой рабочих в определенный промежуток времени с соблюдением определенного такта сборки, что создает непрерывность (поточность) процессу сборки. Этот метод применяется в массовом и крупносерийном производстве, когда сборка ведется по принципу потока.
Подвижная поточная сборка производится на транспортных устройствах различного вида. При этом подача изделия может быть непрерывной или периодической. Это принимается в зависимости от размера производственной программы, характера выпускаемых изделий и т.д. Например, в автомобилестроении и тракторостроении применяется непрерывное движение конвейера, а в станкостроении – периодическое.
Сборочный процесс должен быть расчленен на простейшие операции, близкие (или кратные) по времени их выполнения. Достичь синхронизации сборочных операций, т.е. привести операционное время в соответствие с величиной такта сборки, можно различными мероприятиями:
увеличением количества рабочих на данной операции, если это возможно;
предварительным соединением деталей в сборочные единицы;
применением специальных приспособлений и инструментов;
объединением или расчленением операций;
организацией работы на параллельных рабочих местах линии сборочного потока.
Такт выпуска изделий t определяется исходя из годового выпуска по формуле:
 ,
,
где  - годовой действительный фонд времени работы конвейера;
- годовой действительный фонд времени работы конвейера;
h - коэффициент использования конвейера;
 - годовая программа выпуска изделий.
- годовая программа выпуска изделий.
Общая продолжительность сборки изделия определяется:
 ,
,
где n – число постов на сборочном конвейере, включая контрольные.
На конвейере не допускается применение пригоночных работ, т.к. они трудно нормируются и продолжительность пригонки каждого изделия различна. Если необходимость в таких работах неизбежна, то их выполняют рядом с конвейером.
Неподвижная поточная сборка применяется в основном для изделий большого веса, нетранспортабельных или требующих для перемещения сложных транспортных устройств. Весь процесс сборки также расчленяется на примерно одинаковые по времени операции, выполняемые определенными группами рабочих. Основания машин устанавливаются на неподвижных стендах в порядке последовательности сборочных операций. Рабочие, переходя от одного стенда к другому, выполняют только определенную операцию в установленный промежуток времени, соответствующий татку сборки. Готовые машины снимаются со стендов через определенный промежуток времени.

