 2015-07-14
2015-07-14 3282
3282Эти станки предназначены для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей заготовок, устанавливаемых в центрах или в патроне. Станок оснащают приборами активного контроля размеров обрабатываемой детали в процессе шлифования, что обеспечивает автоматический останов станка по достижении заданных размеров.
Универсальный круглошлифовальный полуавтомате ручным управлением показан на рисунок 13. На направляющих станины 19 смонтирован нижний стол 18, несущий на себе поворотный верхний стол 17с установленными на нем передней 2 и задней 12 бабками. В задней бабке предусмотрена рукоятка 11 для ручного зажима пиноли. Верхний стол 17 при шлифовании конусов может поворачиваться вокруг оси, закрепленной на нижнем столе 18. Перемещение нижнего стола по направляющим станины вручную выполняется с помощью маховика 16 и специального механизма. При автоматизированном цикле обработки перемещение осуществляется от гидравлического цилиндра, находящегося в станине.
На задней стороне станины на поперечных направляющих смонтирована шлифовальная бабка 7 с механизмом быстрого подвода к обрабатываемой заготовке. На корпусе шлифовальной бабки закреплен механизм 8 поперечной подачи с маховиком 6, с помощью которого осуществляется поперечное движение вручную, и рукоятками для автоматического включения подач. Для регулирования скорости черновой и чистовой подач используются дроссели. На корпусе шлифовальной бабки установлено также устройство 5 автоматической правки круга.
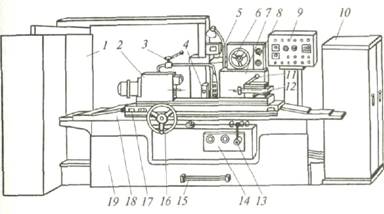
1— шкаф электрооборудования; 2 — передняя бабка; 3 — рукоятка подачи СОЖ; 4 — люнет; 5 — устройство автоматической правки круга; 6, 16 — маховики; 7 — шлифовальная бабка; 8 — механизм поперечной подачи; 9 — пульт управления; 10 — гидростанция; // — рукоятка ручного зажима пиноли задней бабки; 12 — задняя бабка; 13 — рукоятка под вода от вода шлифовальной бабки; 14 — панель гидроуправления; /5 — педаль гидравлического отвода пиноли задней бабки; /7 — верхний стол; 18 — нижний стол; 19 —станина.
Рисунок 13 - Общий вид круглошлифовального станка
На лицевой стороне станины расположена панель гидроуправления 14 с рукояткой 13 быстрого подвода и отвода шлифовальной бабки и дросселями регулирования реверса и скорости стола. Педалью 15 производится гидравлический отвод пиноли задней бабки 12.
На стойке смонтирован пульт управления 9 с пусковыми кнопками и переключателями. С левой стороны станка расположен шкаф 1 электрооборудования, а с правой — гидростанция 10. Включение подачи СОЖ осуществляется рукояткой 3. При необходимости на станке может быть установлен люнет 4.
Ответственным узлом станка является бабка шлифовального круга в корпусе которой смонтирован шпиндель на двух гидродинамических подшипниках скольжения, имеющих три вкладыша. В осевом направлении шпиндель устанавливается по буртику между сферическими кольцами, закрепленными в неподвижной обойме с помощью гайки и контргайки.
Вращение шпинделю шлифовального круга сообщается от электродвигателя через клиноременную передачу на шкив.
Поперечное движение подачи шлифовальной бабки по направляющим качения станины осуществляется от механизма поперечных подач, установленного на станине.
На шлифовальной бабке устанавливается устройство правки шлифовального круга. Копирная система обеспечивает правку наружной поверхности круга по заданному профилю. Устройство включается автоматически при срабатывании реле счета обработанных заготовок или вручную — при нажатии кнопки.
Внутришлифовальные станки
Назначение и классификация. Внутришлифовальные станки с ручным управлением предназначены для шлифования отверстий цилиндрической и конической форм, а также торцов заготовки. Эти станки делятся на обычные и планетарные; последние используются для обработки крупных или несимметричных заготовок.
При обработке заготовок на внутришлифовальных станках осуществляются следующие движения: главное — вращение шлифовального круга; круговой подачи — вращение заготовки; продольной подачи — возвратно-поступательное перемещение стола; поперечной подачи (врезание) — перемещение шлифовальной бабки в радиальном по отношению к заготовке направлении. Врезание большей частью используется для шлифования закрытых и коротких открытых отверстий. В целях равномерного изнашивания кругу сообщается осциллирующее движение.
Для обработки больших отверстий в заготовках крупных корпусных деталей применяют внутришлифовальные станки планетарного типа. В этом случае заготовка на станке устанавливается неподвижно, а шлифовальный шпиндель с вращающимся кругом совершает планетарное движение вокруг оси обрабатываемого отверстия.
Основным параметром, характеризующим внутришлифовальные станки, является наибольший диаметр шлифуемого отверстия.
Патронный внутришлифовальный станок. Для обработки цилиндрических и конических отверстий (диаметром 50... 200 мм и длиной до 200 мм) в мелкосерийном и среднесерийном производстве используются патронные внутришлифовальные станки.
Станина 18 (рисунок 14), на направляющих которой смонтирован стол 17с Шлифовальной бабкой 14 и шпиндель с шлифовальным кругом 11. Шлифовальная бабка перемешается по поперечным верхним направляющим качения механически или вручную от маховика 13. С левой стороны станины на салазках 5 моста 3 установлена бабка 6 со шпинделем и патроном 8 для установки заготовки. Посредством салазок бабка изделия получает установочное поперечное перемещение от винта 4, а также при необходимости поворот на угол для шлифования конических отверстий.
Продольное перемещение стола осуществляется от гидропривода, расположенного в станине и управляемого от панели рукояткой 20. Ручное продольное движение стола производится маховиком 19. Торцешлифовальное устройство 12, установленное на бабке 6, может поворачиваться из верхнего положения в рабочее — механически или с помощью маховика 7; оно предназначено для возможности обработки с одной установки кругом 9 торца заготовки. Ручное перемещение круга на врезание может осуществляться от маховика 10. Охлаждающая жидкость подается электронасосом 2 из бака 1. Электроаппаратура с пультом управления15 расположена в электрошкафу 16.
В процессе шлифования вращаются заготовка и шлифовальный круг с одновременным возвратно-поступательным перемещением стола. Шлифовальной бабке периодически сообщается поперечное движение подачи.
Контроль заданного размера шлифуемого отверстия на станке производится либо по лимбу механизма поперечной подачи шлифовальной бабки, либо измерительным прибором.
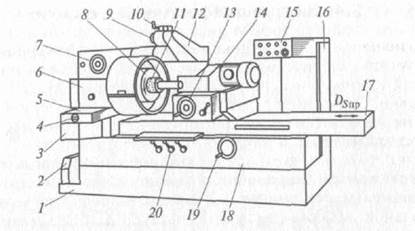
1 — бак (поддон); 2 — насос; 3 — мост; 4 — винт; 5 ~ салазки; 6 — бабка изделия; 7, 10, /3, 19— маховики; 8— патрон; 9, //— шлифовальные круги; 12 — устройство для шлифования торцов; 14 — шлифовальная бабка; 15 — пулы управления; 16— шкаф электрооборудования; 17— стол; 18 — станина; 20 — рукоятка
Рисунок 14 - Внутришлифоиальный станок
Плоскошлифовальные станки с ручным управлением.
Шлифование плоских поверхностей заготовок производится периферией круга или его торцом на плоскошлифовальных станках с прямоугольным и круглым столами. Расположение шпинделя со шлифовальным кругом может быть горизонтальным или вертикальным. В массовом производстве наибольшее распространение получили вертикальные станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей.
Плоскошлифовальный станок с прямоугольным столом представлен на рисунок 15. На направляющих станины 2 станка установлен стол 5, совершающий возвратно-поступательное движение, которое он получает от гидроцилиндра, расположенного в станине. Обычно заготовки закрепляются с помощью магнитной плиты 12, привинченной к столу. На станине смонтирована стойка 9, несущая шлифовальную бабку 10 с горизонтальным шпинделем шлифовального круга 2, закрытого кожухом 7. От механизмов подач, находящихся в станине, шлифовальной бабке сообщаются поперечное движение подачи (после каждого одинарного или двойного хода стола) и вертикальное движение подачи (после каждого рабочего хода по снятию припуска со всей обработанной поверхности заготовки). Шпиндель вращается от электродвигателя, встроенного в шлифовальную бабку. Работа механизмов подач осуществляется от гидроцилиндров, масло в которые поступает от гидростанции 13, управляемой с панели 2. Установочные ручные перемещения стола (в продольном направлении) выполняют с помощью маховика 3, а шлифовальной бабки (в вертикальном направлении) — маховика 8. Включение и выключение станка производится с пульта управления 4. Во время работы магнитная плита с заготовкой закрывается кожухом 6.
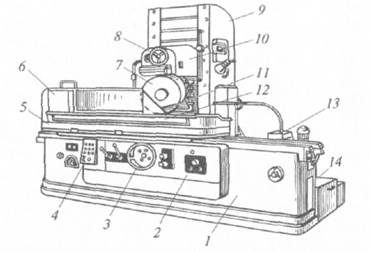
1-станина; 2 — гидропанель управления; 3,8 — маховики ручного перемещения стола и шлифовальной бабки; 4 — пульт управления; 5 — стол; 6, 7 — кожухи; 9 — стойка; 10 — шлифовальная бабка; 11 — шлифовальный круг; 12 — магнитная плита; 13 — гидростанция; 14 — насос подачи СОЖ
Рисунок 15 - Плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем

