 2017-10-25
2017-10-25 31190
31190Учебное заведение: Не указано. Тип материала: Научная статья
Износ деталей в ходе эксплуатации — процесс естественный. Сложные условия работы ТПС вызывают ускоренное появление у его деталей износов различного вида, которые приводят к изменению геометрических параметров деталей, увеличению между ними зазоров, появлению местных вырывов металла, изменению его поверхностной или внутренней структуры. Наиболее характерны износ от сил трения (механический), а также термический, электроэрозионный и коррозионный износы. Отдельные детали могут одновременно подвергаться нескольким видам износа.
Механический износ может возникать вследствие молекулярного схватывания, а также проявляться в виде окислительного, теплового, абразивного и осповидного износов.
1. Абразивный износ — это результат срезания металла попавшими на его поверхность твердыми частицами. Он характерен для смазываемых, но не защищенных от внешних воздействий поверхностей.
2. Тепловой износ происходит при трении скольжения с большими скоростями и высоком давлении. При таких условиях в поверхностных слоях трущихся деталей быстро повышается температура, происходят схватывание и отрыв частиц металла с меньшей прочностью.
3. Молекулярное схватывание происходит при трении скольжения с малыми скоростями или при давлении, превышающем предел текучести. Такие условия возникают в опорах кузовов и деталях межтележечного сочленения, хвостовиков автосцепного устройства.
4. Осповидный износ возникает при трении качения и напряжениях, превышающих предел текучести металла и вызывающих усталостные повреждения. Такой износ характерен, например, для поверхностей роликов и колец подшипников.
5. Окислительный износ появляется в результате разрушения окислов металла на поверхностях двух взаимно перемещающихся деталей, особенно в условиях переменных нагрузок.
С увеличением продолжительности работы деталей их износ возрастает непрерывно, но с различной интенсивностью (рис. 1.1). В зоне I происходит приработка поверхностей, и износ растет быстро. После приработки рост износа замедляется (зона II — нормальной эксплуатации). В конце зоны II наступает предельный износ, который при дальнейшей эксплуатации резко возрастает (зона III), что недопустимо. В целях продления срока службы деталей следует максимально облегчать условия их работы в период приработки, применяя качественную смазку и часто ее заменяя.
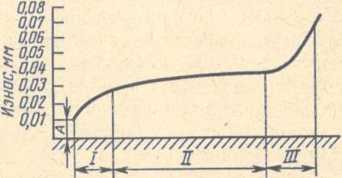
Рис. 1.1. Зависимость механического износа деталей от продолжительности их работы
Термический износ возникает в результате превышения допустимой для данной детали температуры. При этом снижается механическая прочность токоведущих элементов, отжигается медь, выплавляется олово, обгорает изоляция проводов. Повышение температуры сверх допустимых значений вредно сказывается на диэлектрических свойствах изоляции. Снижение диэлектрических свойств изоляции (ее старение) объясняется изменением молекулярной структуры изоляционного материала в результате часто повторяющихся или длительных воздействий на него высоких температур. Снижение механической прочности токоведущих частей обусловлено тем, что повышение температуры в контактных соединениях ускоряет процесс окисления их рабочих поверхностей. Переходное сопротивление в местах контакта при этом повышается, возрастает проходящий через контакт ток, что, в свою очередь, приводит к более интенсивному возрастанию температуры и, как следствие, к еще большей активности процесса окисления. Кроме того, повышенные температуры могут вызвать появление сколов, трещин и обгорание глазури на поверхностях из керамических материалов.
Электроэрозионный износ обусловлен уносом металла с рабочей поверхности электрической дугой, возникающей в момент разрыва находящихся под током контактов. Мощность и продолжительность этой дуги зависят в первую очередь от значений разрываемого тока, разности потенциалов между контактами в начале и в конце процесса, типа и состояния дугогасительных устройств. Этому виду износа подвержены коллекторы электрических машин, контактные провода и полозы токоприемников, контакты ряда аппаратов защиты силовых цепей и др.
Коррозионный износ возникает в результате коррозии металлических (в основном стальных) деталей. Этот процесс ускоряется с увеличением влажности и агрессивности внешней среды. У таких металлов как медь и алюминий образующаяся пленка окислов хотя непосредственно не вызывает износа, но приводит к снижению электрической проводимости, что активизирует окислительный процесс и развитие электроэрозии.
Методы снижения износов. Износ деталей и узлов может быть снижен конструкторскими, технологическими и эксплуатационными методами.
Конструкторские методы снижения износов имеют два основных направления. Первое из них — замена быстроизнашивающихся узлов или деталей узлами или деталями иной конструкции, обеспечивающей их работу с меньшим износом, например, внедрение новых опор кузова или буксовых поводков с резиновыми шарнирными узлами, не требующими смазки, замена подшипников скольжения в буксах колесных пар на подшипники качения, внедрение резинокордовых муфт тягового привода электропоездов, применение в силовых аппаратах двух пар контактов или шунтирование их высокоомным резистором для снижения плотности тока и т.д. Второе направление характеризуется применением материалов, снижающих механические усилия, например, резиновых прокладок, прокладок и втулок из полимерных материалов. Снизить износ можно также повышением прочности деталей путем дополнительной обработки их поверхностей (накатка, закаливание и др.), применением износостойких материалов (например, марганцовистой стали, коллекторной меди с присадками кадмия и серебра), покрытием металлов полимерными пленками, а изоляционных материалов — термореактивными пленками.
Технологические методы снижения износа сводятся к повышению точности обработки поверхностей деталей, применению накатки поверхностей роликами, наклепа дробью, цементации, нитроцементации и др., внедрению более жестких норм допусков на основные размеры и на отклонения характеристик машин и аппаратов от паспортных данных, совершенствованию системы контроля за состоянием деталей и узлов.
Эксплуатационные методы, как и конструкторские, имеют два направления. Первое — обеспечение рациональных режимов вождения поездов, снижающих вероятность возникновения повышенных износов. При ведении поезда следует избегать резких изменений тяговых и тормозных усилий, не допускать боксования, резких бросков тока или длительного протекания тока, близкого к предельному.
Второе направление — улучшение качества смазочных материалов, правильное их применение и хранение. Смазку следует наносить предварительно очищенными от грязи и протертыми лопаточками, масленками, гидропультами, нагнетателями, протирку выполнять концами, смоченными керосином. Смазываемые поверхности должны быть очищены от грязи, старой краски и ржавчины. Смешивать смазки и масла разных сортов запрещается. Хранить смазочные материалы надо в закрытых сосудах.
Повреждения деталей. В отличие от износа — явления неизбежного, но контролируемого и предсказуемого — повреждение является непредсказуемым, но его можно избежать.
Механические повреждения могут возникать в результате отклонений от установленной технологии изготовления и обработки деталей, неправильного монтажа, слабого их закрепления. Причинами повреждений могут быть наличие на деталях задиров и рисок, попадание в узлы посторонних предметов, скрытые раковины в материале деталей, местные перенапряжения в них.
Повреждения в электрических цепях возникают чаще всего от токовых перегрузок. Они вызывают пересыхание изоляции и чрезмерный нагрев мест со единения, загрязнение или увлажнение поверхности изоляции, нарушение надежности контактного соединения, перенапряжения в отдельных точках электрической цепи и нарушение прочности проводов, кабелей, их наконечников и изоляторов.
Возникновение повреждений предупреждают проведением планово-предупредительного технического обслуживания и ремонта в соответствующие сроки, совершенствованием методов ремонта и эксплуатации ТПС, улучшением конструкций деталей и узлов.

