 2013-12-31
2013-12-31 749
749Клапанные втулки.
Клапанные пружины.
(1). Измерить высоту клапанной пружины. Если она меньше предельно допустимого минимального значения, заменить пружину новой деталью.
Стандартное значение: 50,87 мм.
Минимальное допустимое значение: 50,37 мм.
(2). Измерить перпендикулярность клапанной пружины. Если она превышает предельно допустимое максимальное значение, заменить пружину новой деталью. (См. рисунок 4-9).
Стандартное значение: 2°
Максимальное допустимое значение: 4°
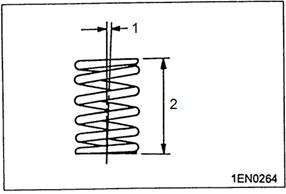
Рисунок 4-9.
1. Перпендикулярность. 2. Высота.
Измерить величину зазора между втулкой и штоком клапана. Если она превышает предельно допустимое максимальное значение, заменить клапанную втулку, шток клапана или обе детали. (См. рисунок 4-10).
Стандартное значение:
Впускные клапаны: 0,020-0,036 мм.
Выпускные клапаны: 0,030-0,045 мм.
Максимальное допустимое значение:
Впускные клапаны: 0,10 мм.
Выпускные клапаны: 0,15 мм.
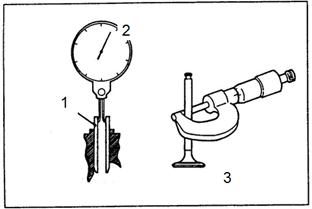
Рисунок 4-10.
1. Клапанная втулка. 2. Измерить внутренний диаметр клапанной втулки.
3. Измерить наружный диаметр штока клапана.
1). Установка клапана.
Измерить длину выступающей части, как показано на рисунке 4-11. Если она превышает предельно допустимое максимальное значение, заменить клапанное седло новой деталью. (См. рисунок 4-11).
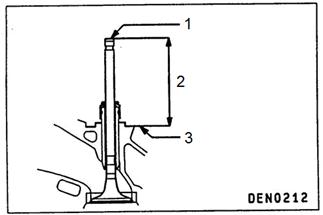
Рисунок 4-11.
1. Вершина клапана. 2. Длина выступающей части. 3. Клапанное седло, клапанная пружина.
Стандартное значение:
Впускные клапаны: 53,21 мм.
Выпускные клапаны: 54,10 мм.
Максимальное допустимое значение:
Впускные клапаны: 53,71 мм.
Выпускные клапаны: 54,60 мм.
2). Правила подгонки клапанного седла.
(1). Перед притиркой седла клапана проверить зазор между втулкой и штоком клапана. Заменить втулку в случае необходимости.
(2). Обрабатывать седло клапана с помощью шлифовального инструмента для притирки клапанного седла или другого специального ремонтного инструмента, позволяющего получить необходимые размеры и углы.
(3). Для полирования клапана и седла клапана использовать полировальную пасту. Затем проверить длину выступающей части клапана. (См. рисунок 4-12).
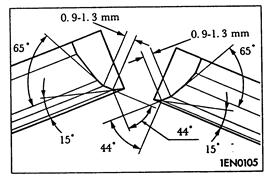
Рисунок 4-12.
3). Правила замены клапанного седла.
(1). Вырезать отработавшее седло клапана с внутренней стороны, затем снять его. (См. рисунок 4-13).
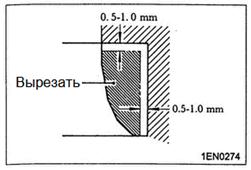
Рисунок 4-13.
(2). Обработать седло на головке блока цилиндров до соответствия увеличенным размерам. (См. рисунок 4-14).
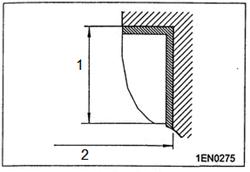
Рисунок 4-14.
1. Увеличенная длина. 2. Увеличенный внутренний диаметр.
Расширенный внутренний диаметр седла впускного клапана:
30,425-30,445 мм (увеличение 0,3 мм);
30,725-30,745 мм (увеличение 0,3 мм).
Расширенный внутренний диаметр седла выпускного клапана:
28,425-28,445 мм (увеличение 0,3 мм).
328,725-28,745 мм (увеличение 0,6 мм).
(3). Не допускать царапания головки блока цилиндров при обработке клапанного седла.
(4). Обработать седло клапана до получения необходимой ширины и угла.
4). Правила замены втулки клапана.
(1). Вытолкнуть отработавший шток клапана из головки блока цилиндров с помощью пресса.
(2). Обработать отверстие втулки клапана на головке блока цилиндров до соответствия увеличенным размерам. (См. рисунок 4-15).
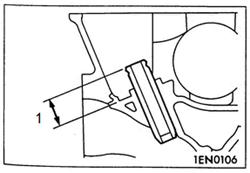
Рисунок 4-15.
1. Длина выступающей части.
Примечание:
Не устанавливать новую втулку клапана одинакового размера с замененной втулкой.
Диаметр отверстия втулки клапана в головке блока цилиндров:
10,605-10,615 мм (увеличение 0,05).
10,805-10,815 мм (увеличение 0,25).
11,055-11,065 мм (увеличение 0,50).
(3). Запрессовать втулку клапана в отверстие втулки в головке блока цилиндров, при этом длина выступающей части втулки должна составлять 17,0 мм. (См. рисунок 4-15).
Примечание:
1. Втулка клапана устанавливается с верхней стороны головки блока цилиндров.
2. Длина втулки впускного газораспределительного клапана отличается от длины втулки выпускного клапана.
3. После завершения установки втулки клапана вставить новый клапан и проверить его скольжение во втулке.








