 2018-03-09
2018-03-09 355
355Предварительный прочесыватель является самостоятельной частью чесальной машины (ее узлом) и предназначен для предварительного рыхления — разделения клочков массы волокна на более мелкие группы волокон, освобождения их от оставшихся примесей растительного и минерального происхождения.
Предварительный прочесыватель состоит из группы валиков и барабанов различных диаметров, обтянутых пильчатой или игольчатой лентой.
Приемный барабан 1 (рис.1), обтянутый пильчатой лентой, интенсивно разделяет подаваемый питающим цилиндром слой хлопка (холста) на мелкие пучки и отдельные волокна. Слой хлопка, свешивающийся в виде бородки на рабочей грани питающего столика, прочесывается зубьями приемного барабана. Волокна, захваченные зубьями приемного барабана, подвергаются воздействию сороотбойного ножа 4, расчесывающего валика 2 и съемного валика 3 и передаются главному барабану.
Для направления воздушного потока между главным барабаном и приемным устанавливаются разделяющие листы 8.
.
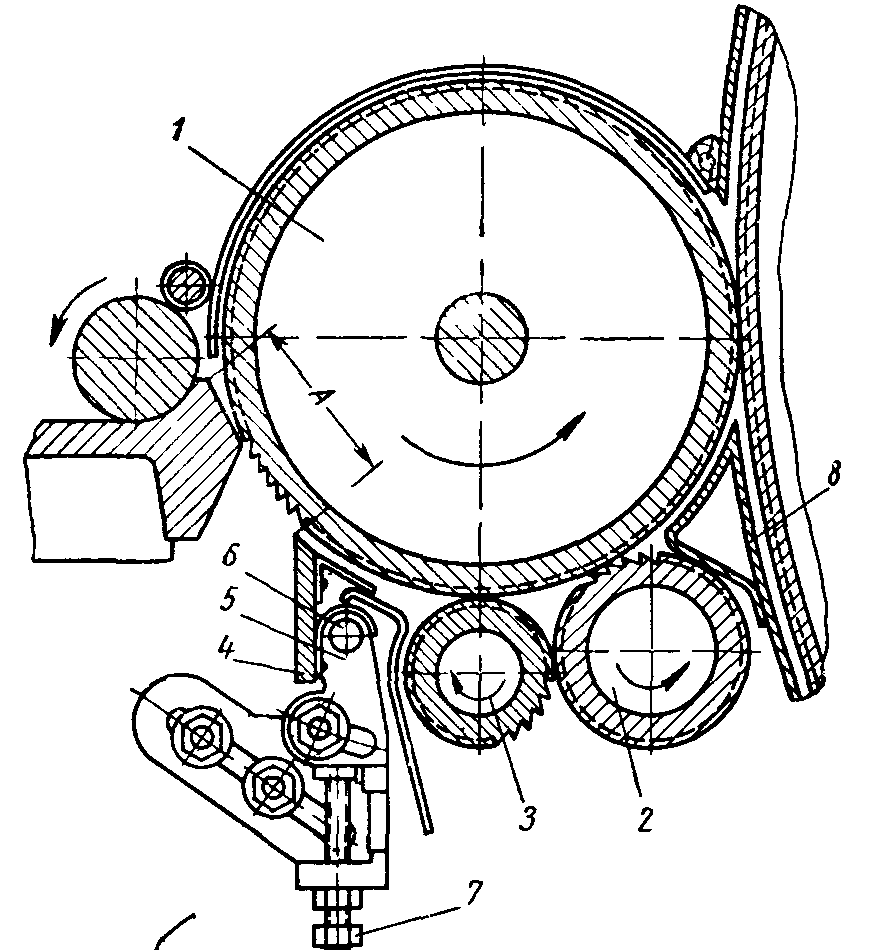
Рисунок 1 - Предварительный прочесыватель чесальной машины ЧМС-450:
1 — приемный барабан; 2 — рабочий расчесывающий валик; 3 — съемный валик; 4 — сороотбойный нож; 5 — траверса; 6 — ось; 7 — болт; 8 — разделяющие листы
Конструкция и расчет главного барабана
Особенностями привода чесальной шляпочной машины являются фрикционная муфта и колодочный тормоз, обеспечивающие плавный пуск машины (разгрузку электродвигателя и клиноременной передачи от больших пусковых нагрузок) и быстрый останов машины за 10 — 20 сек.
При выборе скорости главного барабана, а следовательно, и кинематического режима работы всей машины необходимо учитывать скорость приемного барабана, скорость и направление движения шляпочного полотна.
Условия перехода волокна с приемного на главный барабан зависят от опережения главным барабаном приемного барабана, действия центробежной силы комплекса волокон, разводки между барабанами, угла наклона зубьев приемного и главного барабанов и образуемых вращением главного барабана воздушных потоков, направленных в затылочную часть зубьев приемного барабана в месте перехода волокна на главный барабан.
Предельная скорость главного барабана определяется опережением. Величина опережения находится в пределах
где vб — окружная скорость главного барабана в м/сек;
vпр — окружная скорость приемного барабана в м/сек.
Главный барабан — один из основных рабочих органов чесальной машины. Он представляет собой (рис. 3) тонкостенный цилиндр 1 (обечайку) толщиной 10—12 мм, укрепленный на валу 2 двумя крестовинами 3, расположенными на концах барабана. Обечайка 1 обычно изготовляется из серого чугуна марки СЧ 18-36. На внутренней поверхности средней части обечайка имеет ребра жесткости. Крестовины присоединяются к обечайке болтами 5. Между крестовинами и валом располагаются разрезные втулки 6 с внешней конической поверхностью, что облегчает сборку узла барабана и обеспечивает центрирование и крепление деталей на валу.
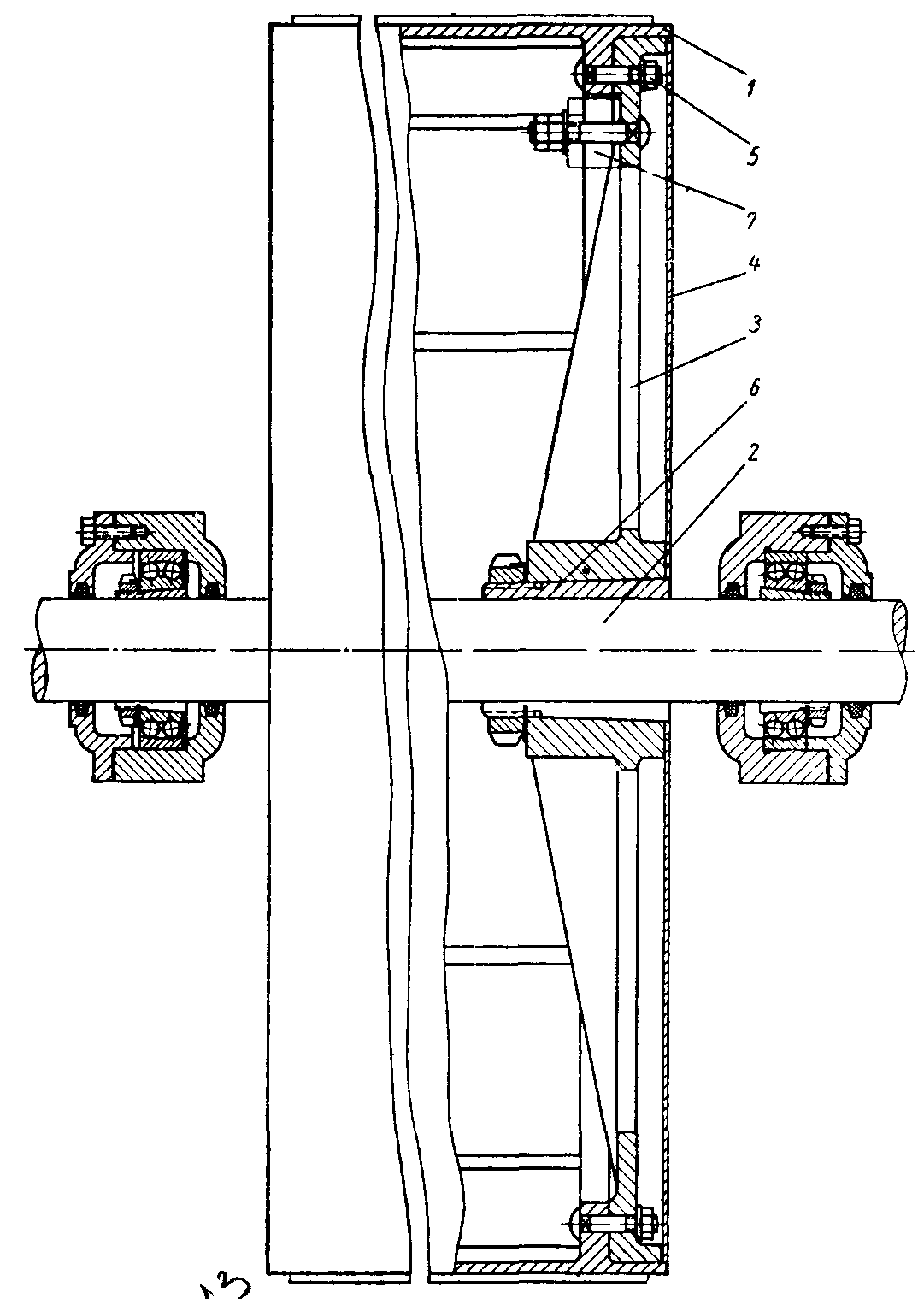
Рисунок 3 - Главный барабан чесальной машины:
1 — цилиндр (обечайка); 2 — вал; 3 — крестовина; 4 — щитки; 5 — болт; 6 — разрезные втулки; 7 — балансировочный груз
Для предотвращения попадания волокон и пуха внутрь барабаны с торцов закрываются щитками 4. Поверхность (цилиндрическая) главного барабана обтягивается цельнометаллической пильчатой лентой или игольчатой лентой. Для крепления игольчатой ленты на поверхности барабана просверливаются отверстия под деревянные пробки.
Диаметр главного барабана равен 670 мм у малогабаритных машин и 1272—1290 мм у машин обычного габарита с рабочей шириной 1016—1020 мм.Отечественные машины обычного габарита выпускаются с барабанами диаметром 1272 мм и (без гарнитуры) шириной 1016 мм.
Обечайки барабанов могут выполняться как из чугуна (литьем), так и сварными из стального листа. Чугунные обечайки отечественных машин делаются толщиной 9—12 мм (для машин с игольчатой гарнитурой не менее 9 мм, с пильчатой — не менее 10 мм).
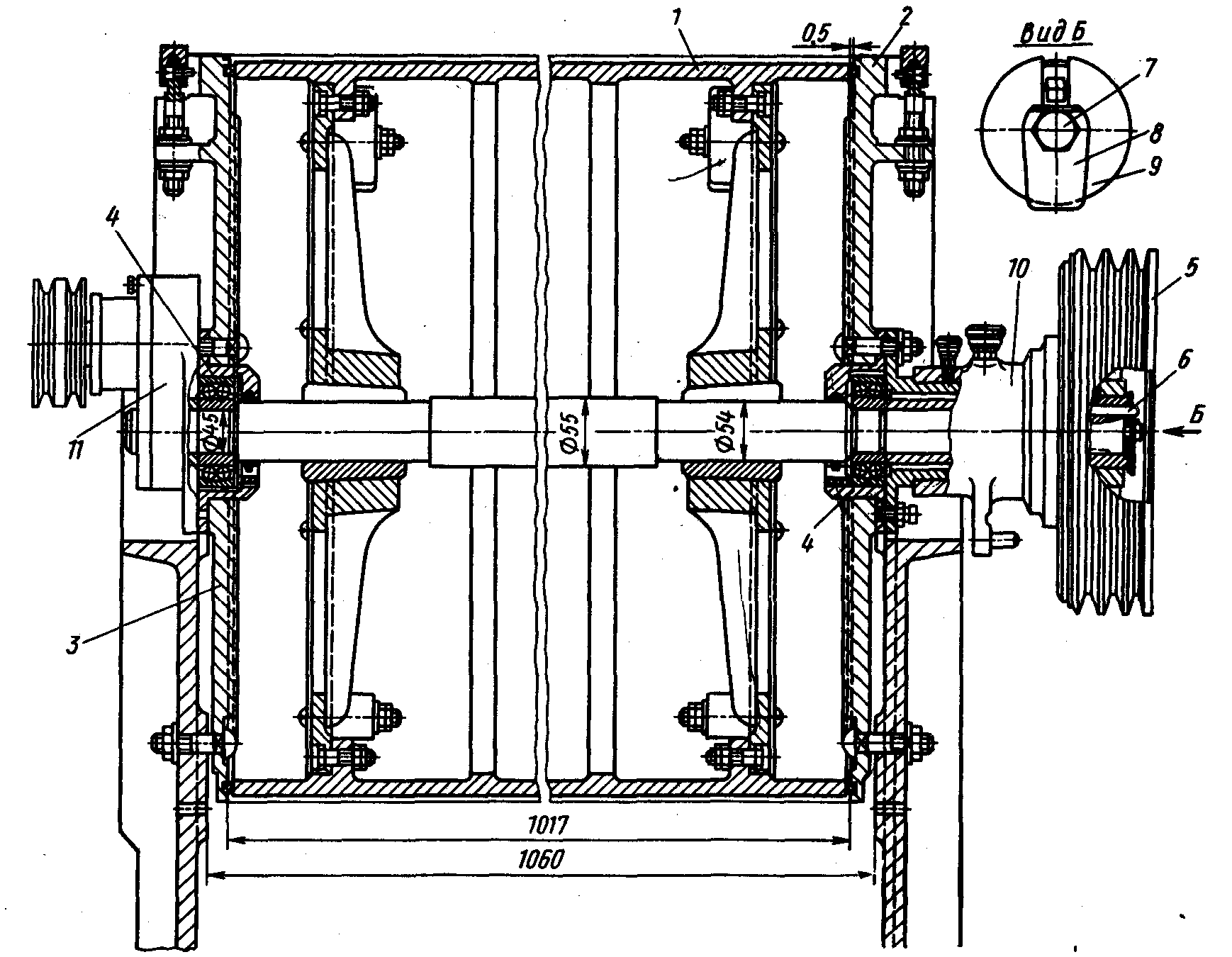
Рисунок 4 - Главный барабан машины ЧМС-450:
1— главный барабан; 2— щека правая; 3 — щека левая; 4 — подшипники; 5 — шкив барабана; 6 — клиновая шпонка; 7 — концевой болт; 8 — планка стопорная; 9 — шайба концевая; 10 — фрикционная муфта; 11 — редуктор привода
На внутренней поверхности барабана имеется ряд ребер жесткости. Ближе к торцам внутри барабана делаются кольцевые приливы, к которым болтами крепятся крестовины. На рис. 4 представлен барабан машины ЧМВ-450. Каждая крестовина представляет собой цельную отливку из чугуна, состоящую из обода, шести спиц и ступицы. Для сохранения прочности крестовин отверстия для болтов, соединяющих крестовину с обечайкой, сверлятся против спиц. В крестовинах имеются отверстия для размещения уравновешивающих грузов. Все барабаны балансируются статически и динамически. Динамическая балансировка ведется со скоростями, на 10% превышающими рабочие скорости. С увеличением рабочих скоростей барабанов увеличиваются и требования к точности их изготовления. Так, биение главного барабана снижается в прогрессивных конструкциях до 0,02 мм.
Из-за больших размеров и чисел оборотов на поверхности барабана развиваются большие центробежные силы, подвергающие растяжению материал обечайки. Обычно расчет обечайки на прочность носит проверочный характер. Напряжения в материале обечайки можно приближенно определить по формуле
 (6)
(6)
где  — плотность материала обечайки в кг/м3,
— плотность материала обечайки в кг/м3,
v — окружная скорость барабана по среднему радиусу обечайки в м/с.
В случае ослабления обечайки отверстиями под пробки для крепления игольчатой ленты напряжения в материале обечайки повышаются примерно на 80% и расчет ведется по формуле
 (7)
(7)
Для чугунной обечайки полученное напряжение сравнивается с предельным для определения запаса прочности:
где  в — предел прочности чугуна при растяжении.
в — предел прочности чугуна при растяжении.








