 2020-05-11
2020-05-11 999
9996.1 Получение препрега методом ручной пропитки должно производиться в чистом изолированном помещении с классом чистоты не хуже 6 по ОСТ 1 41519, при температуре воздуха от +16 до +320С и относительной влажности до 75 %.
6.2 При получении препрега методом ручной пропитки для получения требуемого наноса связующего используется способ дозировки определенного количества связующего на заданную площадь полотна армирующего материала с учетом «потерь» на остатки связующего на подложке и в таре для смешивания. Нормы расхода связующего ЭПС-и-108 для получения заданного объемного содержания в готовом изделии при пропитке различных текстильных форм армирующих материалов представлены в таблице 6.1. При пропитке жертвенной ткани (см. перечень вспомогательных материалов) норму расхода связующего определять из соотношения 1:1 к поверхностной плотности жертвенной ткани + 15 г/м2 (для ткани с поверхностной плотностью 80 г/м2 расход связующего составит 80+15=95 г на кв.м.).
Таблица 6.1 Нормы расхода связующего при получения препрега для различных текстильных форм армирующих материалов для связующего ЭПС-и-108
| Объемное содержание связующего в ПКМ Vсв (%) | 40…42 | 48…50 | 55..57 | 60…63 | |
| нанос связующего на 1 м2 поверхности армирующего материала mсв (г) | Углеродная ткань, нить 1К 95 г/м2 | - | - | 80±4 | - |
| Углеродная ткань, нить 3К 190…205 г/м2 | 90±3 | 115±4 | 150±5 | - | |
| Углеродная ткань УТ-900, 240 г/м2 | - | 140±5 | - | - | |
| углеродная лента УОЛ-300-2, 260 г/м2 | 110±4 | 140±5 | - | - | |
| стеклоткань Э3/1-100, 110г/м2 | 50±3 | - | - | - | |
| СтеклотканьТ-53(ВМП)-4с 270 г/м2 | 90±3 | - | - | - | |
| Ст.ткань кремнеземная КТ-11-Э-230-ТО, 180 г/м2 | - | - | - | 155±7 | |
Примечание: 1. При расчете приготовляемой массы связующего следует добавлять 25…30 г/м2 на расчетную поверхность препрега из-за «остатков» связующего на подложке для пропитки (п/э или п/п пленка) и 15…20 г – на остатки в таре.
2. Норма расхода связующего определено исходя из кажущейся плотности отвержденного связующего ЭПС-и-108 равной 1.16 г/см3.
6.3 При пропитке армирующих материалов рекомендуется использовать специальный стол с подогреваемой рабочей поверхностью для активизации процесса смачиваемости волокон жидким связующим и ускорения процесса пропитки. Использование нагрева полотна армирующего материала в процессе пропитки связующим ЭПС-и-108 несколько сокращает время жизнеспособности полученного препрега, но заметно снижает содержание воздушных включений в жгутовых нитях армирующего полотна за счет лучшего их смачивания и более высокой проницаемости связующего между филаментами армирующей нити за счет капиллярного эффекта. Рекомендуемые ограничения по времени пропитки на подогреваемом столе представлены в таблице 7.2.
Таблица 6.2 Ограничения по времени пропитки армирующих материалов на «теплом» столе
| температура рабочей поверхности стола при пропитке (0С) | до 25* | 35…40 | 45…50 |
| максимальное время нахождения препрега на поверхности подогреваемого стола (мин) | см. табл. 5.1 | 20 | 10 |
*) пропитка без подогрева
Примечание: время жизнеспособности препрега после пропитки на подогреваемом столе сокращается в среднем на 30 мин.
6.4 Последовательность переходов операции ручной пропитки при получении препрега:
- установить требуемую температуру на поверхности подогреваемого стола (см. табл.7.2);
- расстелить на поверхности стола подложку (п/э, п/п или ПЭТФ пленку толщиной 60…100 мкм);
- разложить и разровнять на подложке полотно армирующего материала, избегать появления складок и искажения рисунка текстуры полотна, смещение линий долевой нити и утка от прямолинейного и взаимно перпендикулярного положения не допускается;
- выдержать 5…10 мин. разложенное полотно армирующего материала на теплом столе для его прогрева;
- приготовить рассчитанную порцию связующего (см. табл. 7.1 и п.5 настоящей ТИ);
- нанести связующее на поверхность армирующего материала методом выливания из тары;
- равномерно распределить связующее по поверхности полотна армирующего материала широким шпателем без нажима, исключить возможность искажения рисунка текстуры армирующего полотна;
- выдержать 3…5 минут полотно армирующего с нанесенным связующим на теплом столе для его прогрева;
- равномерными движениями шпателя с легким нажимом отжать связующее сначала вдоль долевой нити, затем вдоль уточной нити полотна армирующего материала. При пропитке однонаправленных лент отжим связующего производить только в направлении долевой нити (2..3 раза);
- контролировать равномерное и достаточное нанесение связующего по «бурунчику» связующего при отжиме ткани шпателем (см. рис. 7.1);
- качество пропитки определять по равномерной прозрачности пропитанной для полотен стеклоткани и по смачиванию подложки для полотен из углеродной или органической ткани (посмотреть, отвернув край полотна вместе с подложкой);
- максимальное время «нахождения» препрега на теплом столе определять по таблице 7.2;
- для получения препрега, защищенного с двух сторон разделительной пленкой, уложить и прикатать внешний слой п/э пленки толщиной 60…100 мкм (см. рис. 7.1);
- переместить полотно пропитанного препрега вместе с подложкой на поверхность «холодного» стола;
- после окончания процесса пропитки протереть рабочую поверхность столов и инструмента ветошью, обильно смоченной ацетоном, отсутствие остатков связующего на столе контролировать по «прилипанию» сухой ветоши к поверхности стола;
- поверхность подогреваемого стола в процессе пропитки нескольких полотен протирать ветошью, смоченной ацетоном не реже чем через 30 мин. работы.
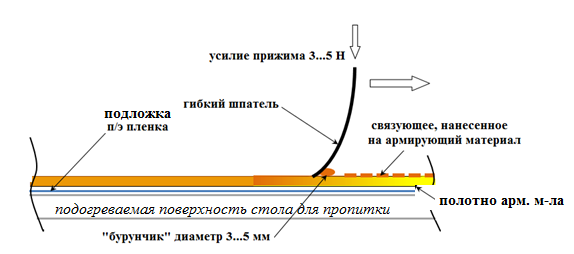
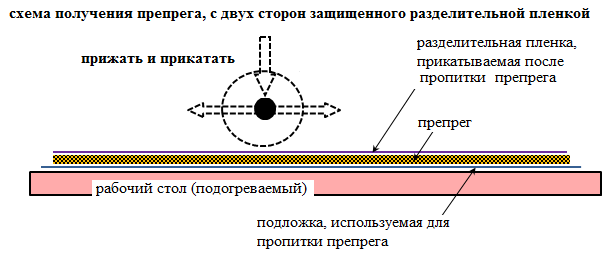 рисунок 6.1 Схема ручной пропитки полотна армирующего материала при помощи гибкого шпателя.
рисунок 6.1 Схема ручной пропитки полотна армирующего материала при помощи гибкого шпателя.
6.5 Контроль наноса связующего и ожидаемого относительного объемного содержания связующего в детали производить в следующей последовательности:
- отрезать от полученного препрега полотно (или несколько) вместе с пленкой (подложкой) общей площадью не менее 0.1 м2, замерить суммарную площадь Sпр;
- взвесить полотно препрега с пленкой. И записать полученную массу Мпр+пл;
- снять пленку с препрега и взвесить отдельно, записать Мпл;
- рассчитать фактический нанос связующегоmсв по формуле:
mсв= (Мпр+пл- Мпл)/ Sпр;
- рассчитать ожидаемое относительное объемное содержание связующегоVсв по формуле:

где ρарм.- поверхностная плотность армирующего полотна, определяется из паспорта на армирующий материал или из результатов контрольного взвешивания (см. п.4 настоящей ТИ); γв - объемная плотность армирующих волокон, берется из паспорта на армирующий материал; γсв – объемная плотность отвержденного связующего равна 1.16 г/см3.








